ステンレスの錆の再発を防ぐには?表面状態と処理方法を解説
投稿日: 2026-07-13

ステンレスは「錆びない金属」と思われがちですが、実際には使用環境や表面状態によって錆が発生します。
特に、加工時に生じた傷や凹凸が残った表面では、腐食(錆)が局所的に進行し、錆を除去しても同じ箇所で再発することがあります。
そのため、単に錆を落とすだけではなく、再発しにくい表面状態をどのように形成するかが重要です。
本記事では、ステンレスの錆の発生要因や主な除去方法を整理したうえで、再発防止につながる表面処理の考え方について解説します。
ステンレスは錆びない金属ではない
ステンレスは耐食性を持つ金属ですが、使用環境や表面状態によっては腐食(錆)が発生します。
ステンレスは、表面に形成される保護膜(不動態皮膜)によって腐食を抑えていますが、この状態が維持できなくなると錆が進行します。
例えば、加工時に生じた傷や凹凸、汚れの付着、水分や塩分が残りやすい環境では、局部的に腐食(錆)が発生することがあります。
また、表面処理やコーティングが施されている場合でも、その層が傷ついたり剥がれたりすると、露出した部分から腐食が進行するケースがあります。
こうしたステンレスの錆は、見た目の問題だけではありません。
外観不良による品質低下につながるほか、手直しや再処理が必要となり、追加工数や対応コストの発生要因にもなります。
そのため、ステンレスは「錆びない金属」として扱うのではなく、「条件によっては錆が発生する金属」という前提で、適切に対策をすることが重要です。

ステンレスの錆の発生要因
ステンレスの錆は、単一の要因で発生するものではなく、材質、使用環境、表面状態の組み合わせによって発生します。
ここでは、ステンレスの錆の代表的な発生要因について整理します。
材質差による腐食リスク
ステンレスは、鉄にクロムなどを加えることで耐食性を高めた金属です。
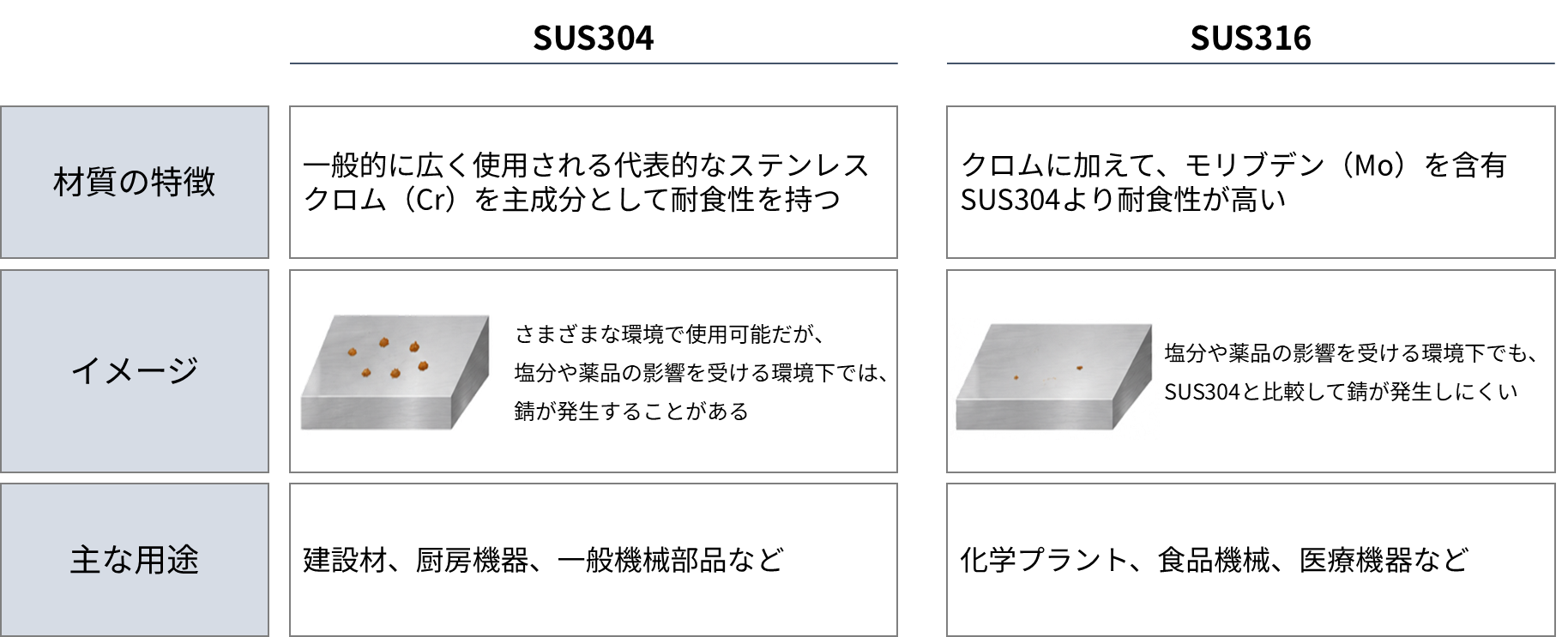
代表的な材質としてSUS304やSUS316がありますが、含有成分の違いにより耐食性が異なります。
例えば、SUS316はモリブデンを含んでおり、塩分環境に対して比較的強い特性を持ちます。
一方で、SUS304は一般用途で広く使用される代表的な材質です。
いずれの材質も使用環境や表面状態によっては腐食(錆)が発生します。
そのため、材質選定だけでステンレスの錆を完全に防ぐことはできません。
使用環境による腐食リスク
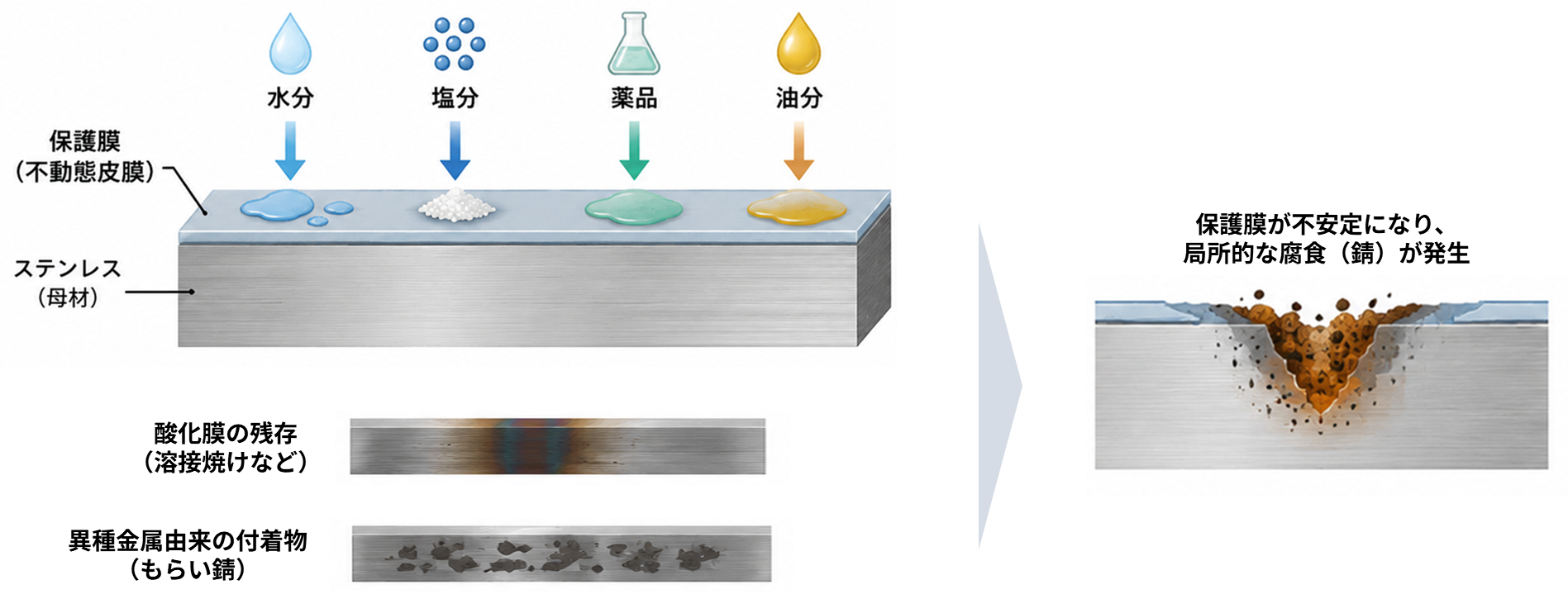
ステンレスの耐食性は、不動態皮膜によって維持されています。
しかし、水分や塩分、薬品、油分などが付着すると、この状態が不安定になり、腐食(錆)が進行しやすくなります。
特に、水分や油分が残りやすい環境や、乾燥しにくい条件では、異物が表面に滞留しやすくなり、局部的な錆が発生しやすくなります。
また、溶接焼けのように表面に酸化膜が残った状態では、錆が進行しやすくなる場合もあります。
さらに、異種金属由来の異物が付着することでも錆が発生します。
例えば、鉄製の工具や鉄を含んだ研磨材を使用した場合、付着した鉄成分が錆の起点になる場合もあります。
表面の傷や凹凸による腐食リスク
ステンレスの錆は、材質や使用環境だけでなく、加工後の表面状態によっても発生しやすさが変わります。
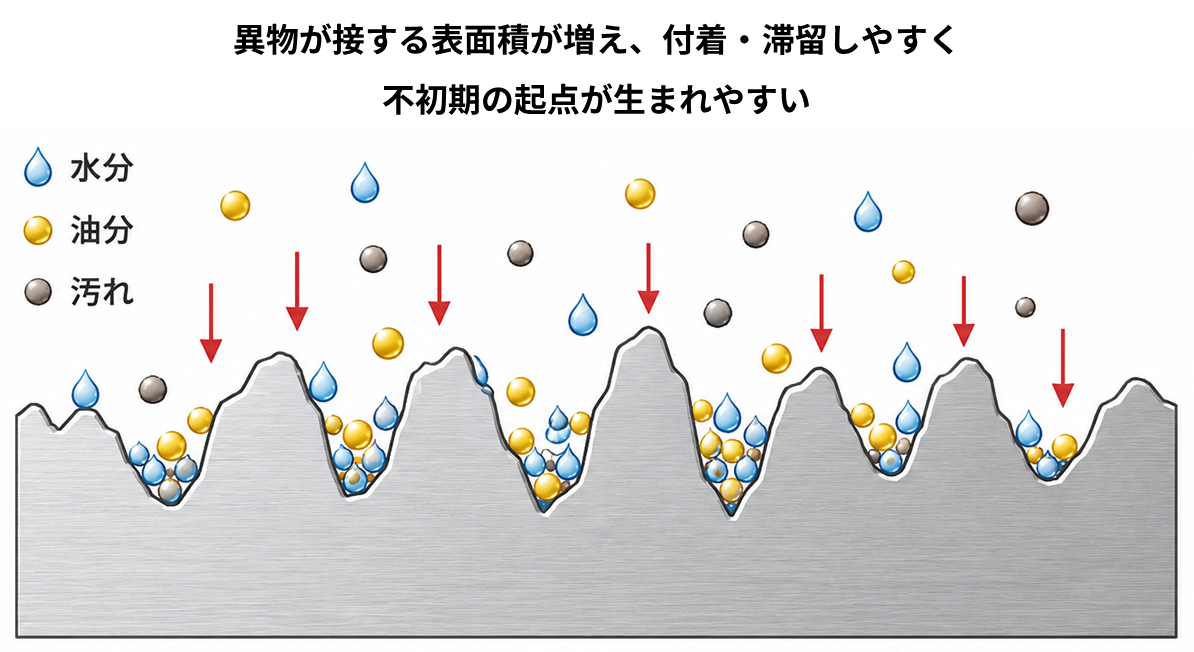
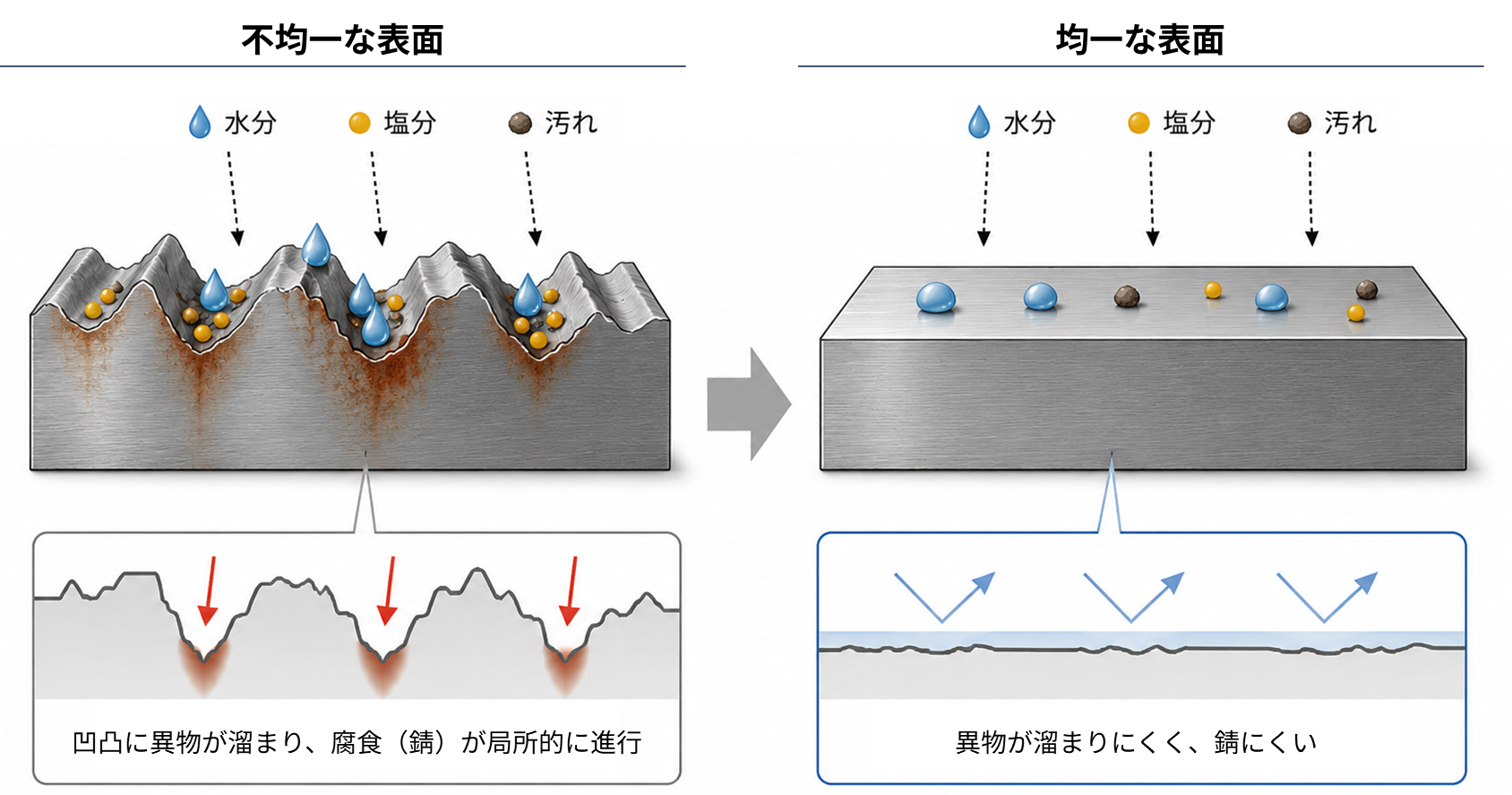
加工時に生じた傷や凹凸が残っていると、錆が局所的に発生しやすくなります。
表面に細かな山谷が多い状態では、空気や水分、油分が付着しやすくなり、錆が進行しやすくなります。
例えばバフ研磨では奥まった部分の処理が不十分となり、取り切れなかった酸化物や異物が錆の起点となることがあります。
一方で、表面がなだらかで均一な状態になるほど、異物や水分が残りにくくなり、腐食リスクを抑えやすくなります。
そのため、ステンレスの錆対策では、単に見た目を整えるだけではなく、表面状態をどのように均一化するかが重要になります。
ステンレスの錆の除去と再発
ステンレスに発生した錆は、適切な処理によって除去することが可能です。
しかし、錆を除去しても、処理後の表面状態によっては再び同じ箇所で錆が進行することがあります。
そのため、ステンレスの錆対策では、単に錆を落とすだけではなく、「除去後の表面状態」をどのように整えるかが重要です。
ステンレスの錆の主な除去方法
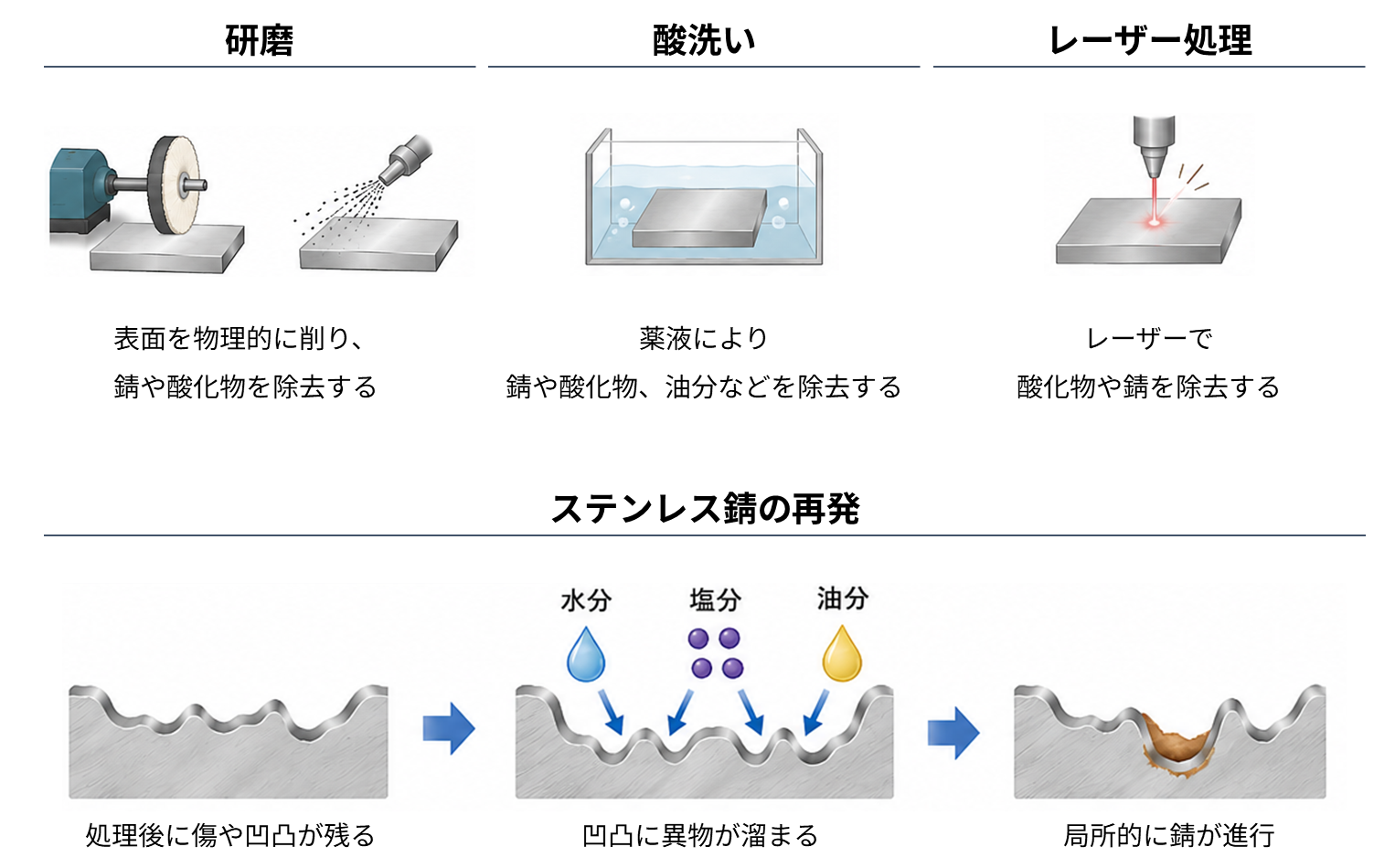
ステンレスの錆の主な除去方法には、「研磨」「酸洗い」「レーザー処理」があります。
研磨は、表面を物理的に削ることで錆を除去する方法です。
代表的な方法として、バフ研磨やブラスト処理があります。
特にブラストは、酸化物や錆を除去しやすい一方で、処理後の表面が粗くなりやすい特徴があります。
ステンレス研磨の基本的な工程や、用途ごとの研磨方法については、「ステンレス研磨ガイド|用途・工程・鏡面仕上げまでわかる!」でも詳しく解説しています。
酸洗いは、薬液によって酸化物や錆部分を除去する方法です。
脱脂や溶接焼け除去などでも使用され、表面に付着した異物や油分の除去にも用いられます。
レーザー処理は、レーザー光を照射し対象の酸化物や錆部分を局所的に蒸発・圧力除去する方法です。
非接触で処理できる一方で、対象形状や条件によって適用範囲が異なります。
このように、ステンレスの錆には複数の除去方法がありますが、処理後の表面状態によっては再発リスクが残るため、後工程まで含めた検討が重要です。
ステンレスの錆の再発要因
ステンレスの錆は、一度除去しても再発することがあります。
その主な要因は、処理後に残る傷や凹凸、不均一な表面状態にあります。
表面に細かな山谷が残っていると、水分や塩分、油分などが滞留しやすくなり、局部的に錆が進行します。
また、複雑形状や奥まった部分では、酸化物や異物が取り切れず、錆が再発することがあります。
例えば、バフ研磨では細部まで均一に処理できないことや、ブラスト処理では粗い表面に異物が付着しやすくなることに注意が必要です。
均一表面処理によるステンレスの錆の再発防止
均一な表面状態の必要性
錆は、傷や凹凸など表面の弱点部分から局所的に進行します。
特に、表面が粗い状態では、空気や水分、塩分、油分などと接する表面積が大きくなり、異物が滞留しやすくなります。
一方で、均一でなめらかな表面は、異物が残りにくく、錆の再発リスクを抑えやすい状態です。
そのため、ステンレスの錆の再発防止では、錆を除去するだけでなく、均一な表面状態を形成することが重要です。
SMAPによる表面処理
手作業による研磨では、複雑形状や奥まった部分で処理ムラが発生しやすく、表面状態を均一に整えることが難しい場合があります。
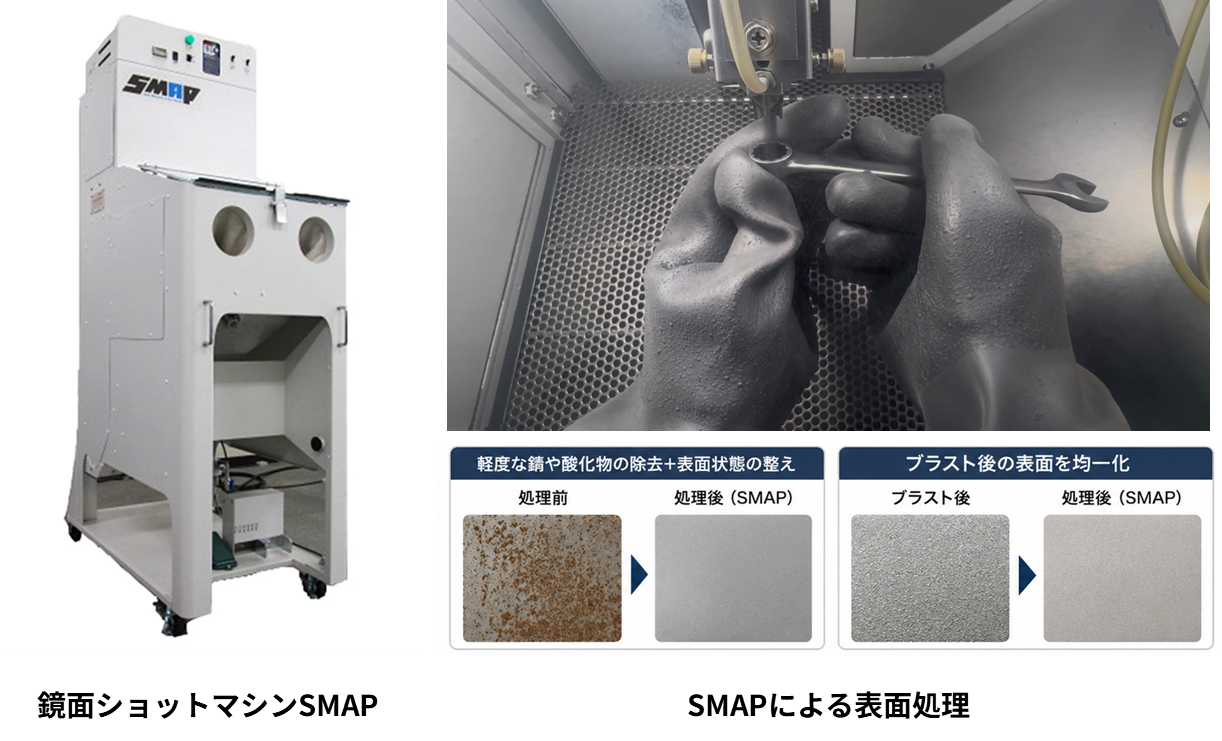
そこで用いられる方法の一つが、鏡面ショットマシンSMAPによる表面処理です。
SMAPは、微細な研磨材(メディア)を投射して表面を処理する研磨機です。
作業者の技量によって仕上がりが左右されやすい手作業の研磨に対し、SMAPは作業者に依存しにくく、再現性のある表面処理を行いやすい特徴があります。
ステンレスの鏡面仕上げや、均一な表面品質を安定して形成する考え方については、「ステンレスの鏡面仕上げで失敗しないために|鏡面品質の安定のポイント」でも詳しく解説しています。
複雑形状や細部にも対応しやすく、取り残しを抑えながら表面を整えることが可能であるため、SMAPは軽度な錆や酸化物を除去しながら、表面状態を整える用途に有効です。
また、ブラスト処理によって大きな錆を除去した後に、粗さが残る表面を均一化する用途にも活用されています。
このように、SMAPは、錆を除去するだけでなく、再発しにくい均一な表面状態を形成する手段として有効です。
SMAPによる表面処理事例
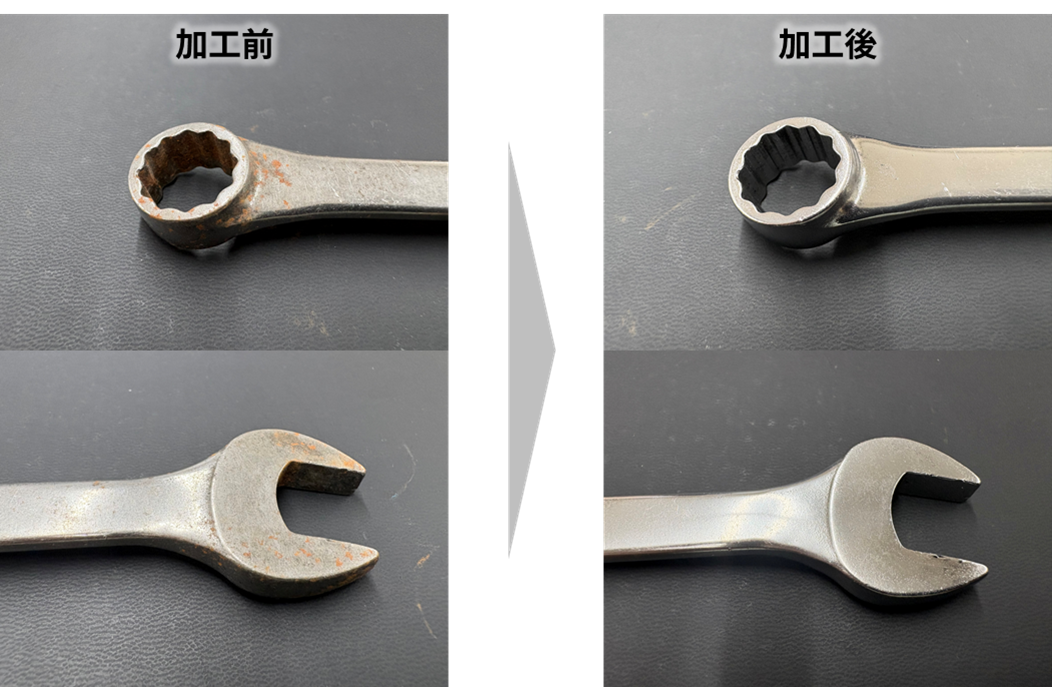
① ステンレス工具の錆除去
ステンレス製工具に発生した軽度な錆に対して、SMAPで表面処理を行った事例です。
SMAPでは、錆や異物を除去しながら表面を均一に整えることができるため、複雑形状や細部を含むワークにも対応しやすい特徴があります。
工具内部の細かな部分まで処理しやすく、外観改善と表面状態の均一化を両立できます。
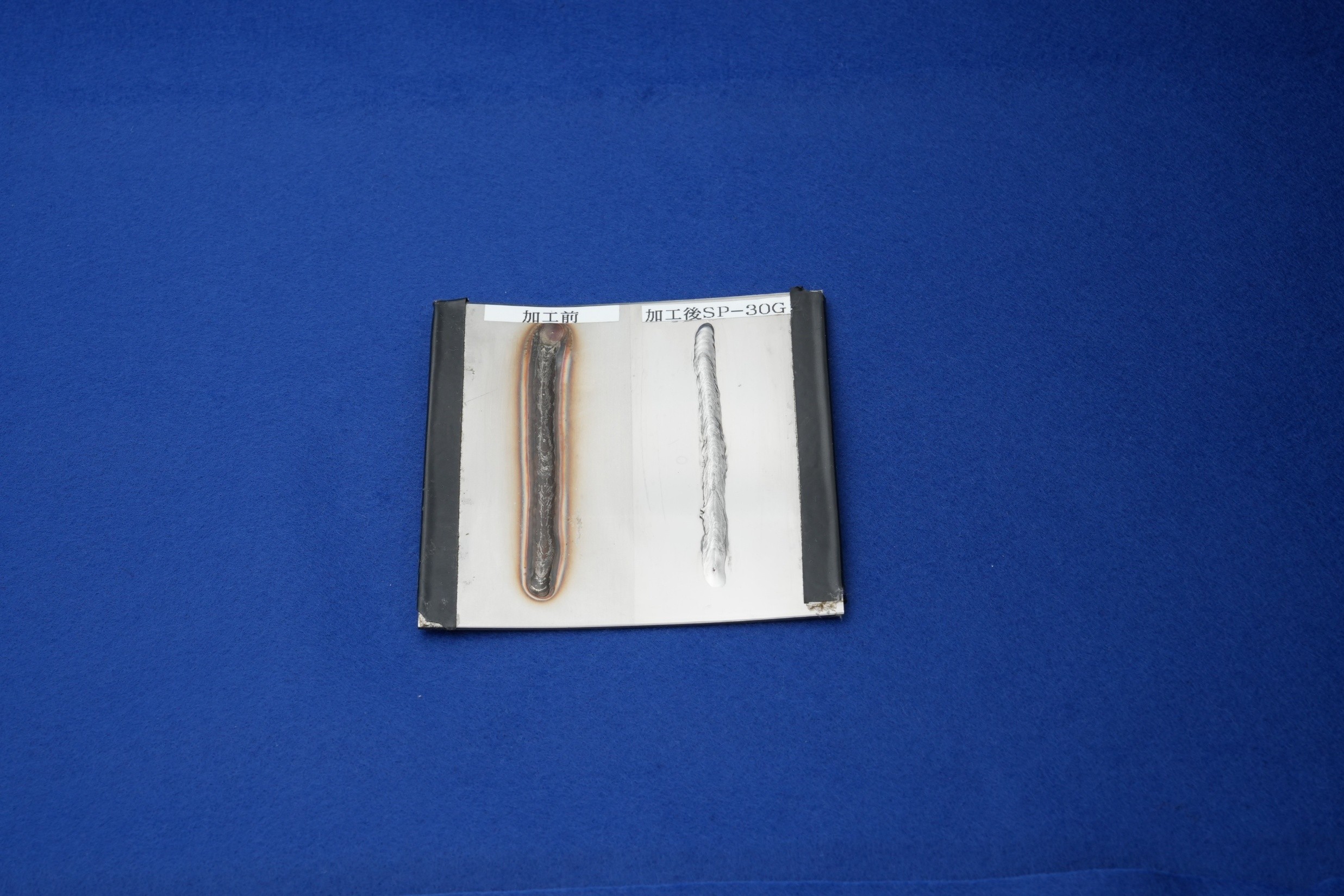
② 溶接焼け部の表面処理
溶接焼けが発生したステンレスに対して、SMAPで表面処理を行った事例です。
溶接焼け部は、酸化膜の影響によって錆が進行しやすくなるため、適切な除去と表面調整が重要です。
SMAPでは酸化物を除去しながら表面を均一に整えることができるため、見た目の改善だけでなく、錆が再発しにくい表面状態の形成にもつながります。
ステンレスの錆対策の考え方と再発防止のポイント
ステンレスは耐食性を持つ材料ですが、使用環境や表面状態によっては錆が発生します。
特に、傷や凹凸が残った不均一な表面では、水分や異物が滞留しやすく、錆が局所的に進行する原因となります。
また、錆は一度除去しても、処理後の表面状態によっては再発することがあります。
ステンレスの錆対策では、単に錆を落とすだけでなく、再発しにくい均一な表面状態を形成することが重要です。
特に、複雑形状や細部を含むワークでは、処理方法によって仕上がりや錆の再発リスクが変わる場合もあります。
そのため、用途や材質、表面状態に応じて、適切な表面処理方法を選定することが重要です。
研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。
本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
