ステンレスの鏡面仕上げで失敗しないために|鏡面品質の安定のポイント
投稿日: 2026-03-16

ステンレスの鏡面仕上げとは?
ステンレスの鏡面仕上げとは、表面の凹凸を極限まで抑え、光を均一に反射する状態に整える研磨仕上げのことを指します。
単に見た目を美しくする加工ではなく、食品設備や医療機器では衛生性の向上、金型や精密部品では形状を維持したまま表面を整えることが求められます。
しかし、一口に「ステンレスの鏡面仕上げ」といっても、用途によって必要な粗さレベルや評価基準は大きく異なります。
外観重視なのか、衛生性重視なのか、あるいは量産での再現性を重視するのかによって、工程設計の考え方は変わります。
さらにステンレスは、加工硬化しやすく、発熱の影響を受けやすい素材です。
そのため、わずかな圧力差や工程条件の違いが、光沢ムラや焼けとして表れやすいという特性があります。
重要なのは、ステンレスの鏡面仕上げは最終工程だけで決まるものではないという点です。
粗加工、前処理、中間仕上げの積み重ねが、そのまま最終的な鏡面品質を左右します。
本記事では、ステンレス鏡面仕上げを「工程全体」で捉える視点から、主要な研磨手法の特徴と使い分け、そして鏡面ショットマシン「SMAP」を含めたステンレスの品質安定の考え方について解説します。
ステンレス研磨の工程全体や、研磨方法の基本的な考え方については、「ステンレス研磨ガイド|用途・工程・鏡面仕上げまでわかる!」で詳しく解説しています。
ステンレス鏡面仕上げの主要な手法と特徴
ステンレスの鏡面仕上げには、いくつかの代表的な手法があります。
それぞれ仕上がりの方向性や得意な領域が異なり、単独で万能な方法は存在しません。
ここでは、現場でよく使われるステンレスの鏡面研磨の主要な手法と、その特徴を整理します。
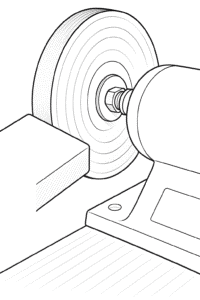
バフ研磨|人の手で光沢を作り込む
回転する布バフに研磨材を用いて表面を磨き、光沢を与える方法です。
比較的導入しやすく、平面や単純形状では高い光沢を得やすい点が特長です。
一方で、当て方や圧力、作業時間といった条件が作業者に依存しやすく、仕上がりの再現性やロット間のばらつきが課題になりやすい手法でもあります。
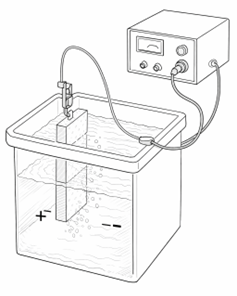
電解研磨|科学的に表面を均一化する
電解液中で金属表面を溶解させ、微細な凹凸をならす化学的な仕上げ方法です。
ワークと接触しないため、複雑形状や内面でも比較的均一な表面が得られます。
ただし、エッジ形状の保持や局所的な精度管理は難しく、また薬液管理や設備面での制約が導入や運用上の検討ポイントになります。
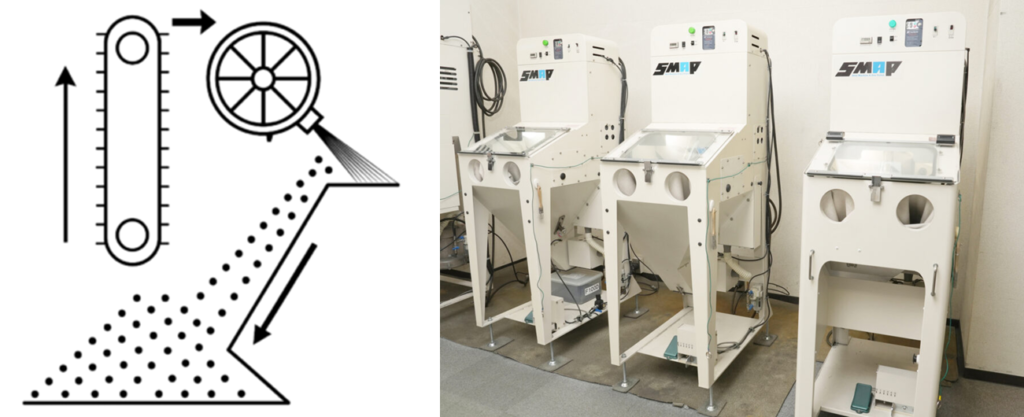
鏡面ショット|工程間の品質ばらつきを整える
研磨メディアを用いて表面を均一に整え、光沢と平滑性を付与する方法です。
バフ研磨や電解研磨のように「仕上げを作り込む」手法というより、前工程で残った微細なばらつきを均す工程として使われるケースが増えています。
形状や作業者の影響を受けにくく、工程条件を固定しやすいため、ロット間のばらつきを抑えやすい点が特長です。
ステンレス鏡面仕上げでつまずきやすいポイント
ステンレスは鏡面仕上げと相性の良い素材である一方で、以下のような特性を持っています。
- ・加工硬化しやすく、研磨が進むと表面が硬くなり、削れ方が途中で変わる。
- ・発熱が局所にこもり、焼けによる変色や光沢ムラが出やすい。
- ・不動態膜を形成し、表面皮膜の状態によって、見え方や仕上がりが変わりやすい。
こうした特性の影響で、研磨条件や工程の違いが仕上がりに表れやすく、ステンレスの鏡面仕上げは、条件によっては品質を揃えにくくなることがあります。
作業条件や形状によって、鏡面品質が揃わない
ステンレスは、当て方や圧力、形状差によって、加工硬化や発熱の進み方が部分ごとに変わりやすい素材です。
その結果、同じ工程でも光沢ムラや焼けが発生するなど、仕上がり差が生じやすくなります。
研磨を続けるうちに、削れ方が変わってくる
ステンレスは研磨が進むにつれて表層が硬化し、途中から削れにくくなることがあります。
そのため、手作業の場合は一度工程を戻し、ペーパーで削り直す、あるいは前処理段階で#400〜600程度まで仕上げ直すといった対応が必要になるケースもあります。
同じ条件で作業を続けていても仕上がりが安定しなくなるのは、こうした表面状態の変化が影響しています。
前工程の影響を、後工程で整えにくい
ステンレスは一度硬化した表面状態が残りやすく、前工程で生じた状態を、後工程できれいに削り直すことが難しい傾向があります。
無理に整えようとすると、ムラや形状崩れにつながることもあります。
量産になると、鏡面品質のばらつきが目立ちやすい
ステンレスは工程数の増加に伴い、表面状態のわずかな差が少しずつ積み重なりやすい素材です。
1個ずつなどの試作では目立たなくても、量産になると光沢ムラなどの仕上がりのばらつきが顕在化するケースがあります。
鏡面にすると、微細なキズやムラが目立ちやすい
ステンレスは鏡面化によって光沢が高まる一方、表面のわずかな違いが視覚的に強調されやすくなります。
均一でない部分が、そのまま品質差として認識されやすい点も注意が必要です。

鏡面ショットマシン「SMAP」によるステンレス鏡面仕上げ
ここまで、ステンレスの鏡面仕上げにおける主要な手法と、つまずきやすいポイントを整理してきました。
こうした課題に対し、「工程のばらつきを整える」という視点で活用されているのが、鏡面ショットマシン「SMAP」です。
SMAPは、最終工程を置き換える研磨機というよりも、ステンレス鏡面仕上げを安定させるための工程設計の一部として活用される研磨機です。
本節では、ステンレス鏡面仕上げにおけるSMAPの位置づけと、その利用価値について整理します。
鏡面仕上げ前の下地を整える
ステンレスの鏡面仕上げでは、最終工程だけで品質を作ろうとすると、形状や部位によって仕上がりに差が出る場合があります。
そのため、バフ研磨や電解研磨を用いた鏡面研磨の前段階において、下地を均一に整える工程が非常に重要になります。
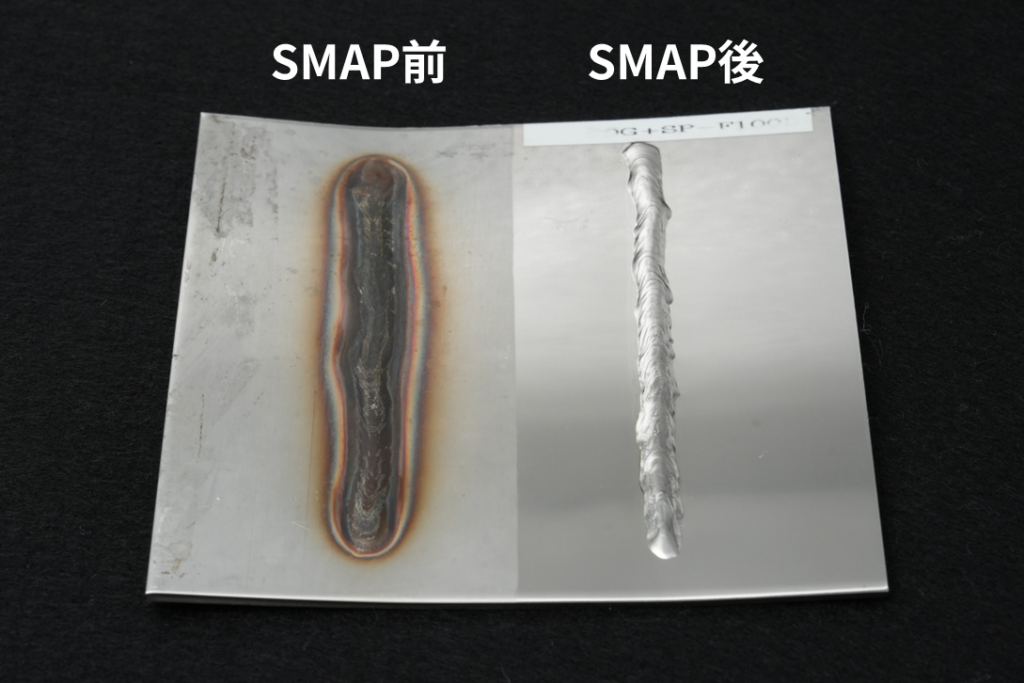
SMAPによる鏡面ショット加工は、弾性を持つメディアを用いて表面全体に均一な作用を与え、前工程で生じた微細な凹凸や面のばらつきを整える仕上げ方法です。
バフのように特定の当たり点に負荷が集中しにくく、凹部・曲面・入り組んだ形状でも、全体を均一な状態に近づけやすい特長があります。
鏡面ショットマシンの詳細については「SMAP7つのメリット」をご参照ください。
工程設計の一部として使う
SMAPによる鏡面ショット加工は、粗さを一から作る工程ではなく、整えられた面を全体として均一化し、鏡面品質を安定させる役割を担います。
そのため、粗加工や精密加工、前処理の段階で、どのレベルまで面精度を整えておくかが重要になります。
前工程で整えられた下地に対して使用することで、面内のばらつきを抑え、後工程の仕上がりを安定させやすくなります。
このように、SMAPによる鏡面ショット加工は単体で完結する工程ではなく、鏡面仕上げ全体の品質を整えるための工程として組み込むことで、その効果を発揮します。
以上より、SMAPによる鏡面ショット加工は「最終仕上げの代替」ではなく、鏡面研磨の前段で品質を安定させるための工程として位置づけることで、ステンレス鏡面仕上げにおける効果を最大限に引き出すことができます。
ステンレス鏡面仕上げにおけるSMAPの強み
SMAPは従来のバフ研磨や電解研磨だけでは不安定になりやすい工程領域を補完し、鏡面品質を「安定させる」という点で明確な強みを持っています。
SMAPの強み
ステンレスの鏡面仕上げにおけるSMAPの強みは、均一な鏡面品質を安定して得られる点にあります。
ステンレスは加工硬化や熱こもりの影響で、わずかな圧力差や接触時間の違いが光沢ムラや焼けとして表れやすい素材です。
SMAPは局所的に強く押し当てる加工ではなく、表面全体に分散した作用を与えるため、温度上昇を抑えながら面内の状態を均一に整えることができます。
その結果、以下のような効果が期待できます。
- ・凹凸部や曲面を含めて光沢ムラを抑えやすい
- ・作業者による差やロット差によるばらつきを低減しやすい
- ・鏡面品質を条件管理で再現しやすい
また、こうした均一化作用は、最終鏡面を直接作るだけでなく、バフ研磨などの前段階で面の状態を整え、後工程の仕上がりを安定させる使い方にも有効です。
このように、SMAPは「鏡面を作り込む」だけでなく、「鏡面仕上げが成立しやすい表面状態を作り込む」使い方もあります。
SMAPが力を発揮する工程領域
SMAPは、面の状態を均一に整えることに特長を持つ研磨機です。
そのため、形状づくりや大きな段差の除去といった工程は、切削や研削などの加工工程が担います。
あらかじめ整えられた下地に対して使用することで、鏡面品質の安定化や再現性向上に効果を発揮します。
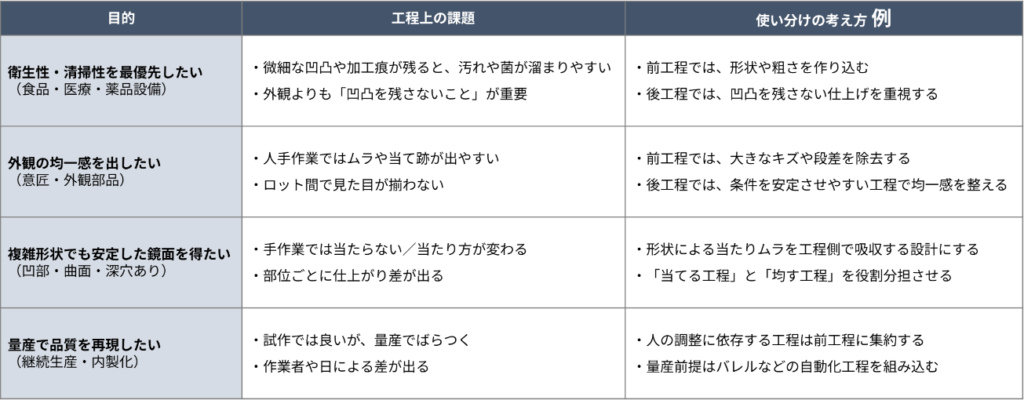
目的に応じたステンレス鏡面仕上げ方法の使い分け
鏡面仕上げは、どの方法を選ぶかよりも、何を目的とし、どの工程に何を担わせるかで結果が大きく変わります。
ここでは、代表的な目的別に、鏡面仕上げ工程の考え方を紹介します。
衛生性や清掃性を最優先したい(食品・医療・薬品設備)
考え方
- ・見た目の鏡面化よりも「凹凸やムラを残さないこと」を優先
- ・最終工程で削り直すのではなく、前工程から表面状態を作り込む
工程の例
- ・機械加工で形状と面精度をできるだけ整える
- ・SMAPのような前処理研磨で、#400〜600程度まで表面を均一化する
- ・最終工程では、削るよりも「均す」ことを重視した鏡面仕上げを行う
外観の均一感を出したい(意匠品・外観部品)
考え方
- ・光沢の強さよりも、ムラや加工痕、ロット差が出ないことが重要
- ・見た目を決める工程は、作業条件(圧力、時間、当て方など)を固定しやすい工程として後段に実施する
工程の例
- ・前工程で、ペーパー研磨や不織布研磨により大きなキズや段差を除去
- ・SMAPなどの中間仕上げで表面状態を均一に整える
- ・最終工程では、作業者の当て方に左右されにくい方法(SMAPやバレル研磨など)でロット間の見た目差を抑える
複雑形状でも安定した鏡面を得たい(凹部・曲面・深穴あり)
考え方
- ・手作業では当たり方が変わることを前提に、後工程で当たりムラを均一化できる工程を組み込む
- ・「当てる工程」と「均す工程」を分ける
工程の例
- ・切削や研削の段階で形状と下地粗さを可能な限り揃える
- ・SMAPを中間工程として組み込み、凹部や曲面を含めて表面状態を均一化する
- ・必要に応じて、バフ研磨などで最終的な光沢を調整する
量産で品質を再現したい(継続生産・内製化)
考え方
- ・試作と同じ方法では、量産においてばらつきが出やすくなる
- ・人の感覚に依存する工程は出来る限り自動化するか、前工程に集約させる
工程の例
- ・手作業や調整が必要な研磨は、前工程で完了させる
- ・バレル研磨など、条件を固定しやすい工程を組み込む
※ここで紹介した内容はあくまで一例です。材質や形状、要求品質によって異なりますので、工程設計に迷われた場合や判断が難しい場合は、東洋研磨材工業までお問い合わせください。
まとめ|ステンレス鏡面仕上げを安定させるための考え方
ステンレスの鏡面仕上げは、工程や条件の違いで仕上がりが変わることがあります。
ステンレスの鏡面仕上げは、303や304、315といった成分含有量による種類の違いや、工程、条件によっても仕上がりが変わることがあります。
ステンレスの加工硬化しやすく熱がこもりやすい素材特性により、わずかなバフの当て方や加工前の状態が、光沢ムラや焼け、粗さとして表れやすいためです。
前工程で残った段差や加工痕は、後工程で完全に挽回しにくく、手戻りが増えるほど形状への影響も大きくなります。
そのため、仕上げ方法を単体で選ぶのではなく、工程全体の中で役割を整理することが重要です。
材料や形状、求める鏡面レベルによって最適な工程構成は変わるため、判断に迷う場合は、研磨工程全体の視点で検討することが近道になります。

研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。
本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
