精密研磨の仕上がりを安定させる方法|複雑形状における課題と対策を解説
投稿日: 2026-06-15
精密研磨は、部品の表面粗さや平坦度、寸法精度を高いレベルで整えるために行われる加工です。
半導体部品や金型、光学部品などでは、μm〜nmレベルの精度が求められ、わずかな仕上がりの差が製品性能に影響します。
精密研磨では、平面部品はラップ研磨、複雑形状や微細部は手研磨で対応されることが一般的です。
特に複雑形状においては、手研磨によって仕上げを行うケースが多いです。
しかし、手研磨は当たり方のムラや作業者によるばらつきが生じやすく、仕上がりが安定しない、工数がかかるといった課題が伴います。
本記事では、精密研磨の仕上がりが安定しない理由を整理したうえで、安定した仕上がりを実現するためのポイントを解説するとともに、その解決手法の一つとして、表面を均一に整える「SMAP」についても紹介します。
精密研磨が求められる場面
精密研磨は、単に表面をきれいに整えるための加工だけではなく、部品の性能や機能を成立させるために不可欠な工程です。
特に精度や品質が厳しく求められる場面では、表面状態のわずかな違いが、そのまま性能差として現れます。
ここでは、精密研磨が求められる代表的な場面を整理します。
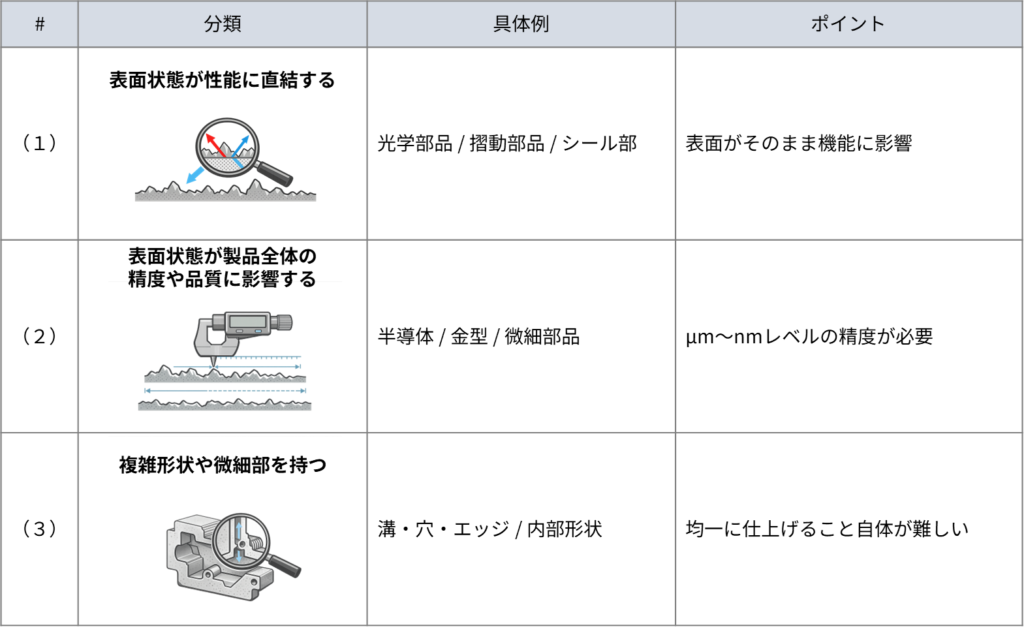
表面状態が性能に直結する
部品の表面状態が、そのまま性能に影響する場面では、精密研磨の重要性が高まります。
代表的な例としては、以下のような用途が挙げられます。
- ・光学部品(反射/透過)
- ・摺動部品(摩擦/摩耗)
- ・シール部や嵌合部(密着性)
例えば光学部品では、表面のわずかな凹凸が光の挙動に影響し、性能低下につながる可能性があります。
また、摺動部品では表面粗さが摩擦や摩耗に関係し、仕上がりによって部品の寿命や動作の安定性が左右されます。
さらに、シール部や嵌合部では、表面の均一性が不足すると、密着性や組付精度に影響が出るため、精密な仕上げが不可欠です。
表面状態が製品全体の精度や品質に影響する
半導体部品や金型部品、微細加工部品などでは μm単位、場合によってはnm単位の精度が求められます。
こうした領域では、わずかな表面の凹凸やムラであっても、そのまま製品全体の精度や品質不良につながります。
代表的な例としては、以下のような用途が挙げられます。
- ・半導体部品
- ・金型部品
- ・微細加工部品
特に金型では、金型の表面状態がそのまま成形品に転写されるため、仕上げ精度が最終製品の品質に直結します。
また、微細加工部品では、わずかな誤差でも機能に影響するため、極めて高いレベルでの精度が求められます。
複雑形状や微細部を持つ
溝や穴、エッジ、内部形状などを含む複雑な形状を持つ部品では、単純な平面とは異なり、均一に研磨することが難しくなります。
特に凹凸が多い場合や微細部を含む場合には、研磨の当たり方が部位ごとに変わりやすく、仕上がりにムラが生じやすくなります。
- ・溝/穴/エッジ/内部形状
- ・凹凸が多い複雑形状の部品
このような形状では、単に高精度であるだけでなく、面全体を均一に仕上げること自体が難しい点が、精密研磨の特徴です。
精密研磨の主な手法
精密研磨では、求められる精度や部品形状に応じて、適した研磨手法を選定することが重要です。
精密研磨において、特に代表的な手法は、平面の高精度仕上げに適したラップ研磨と、複雑形状に対応可能な手研磨が挙げられます。
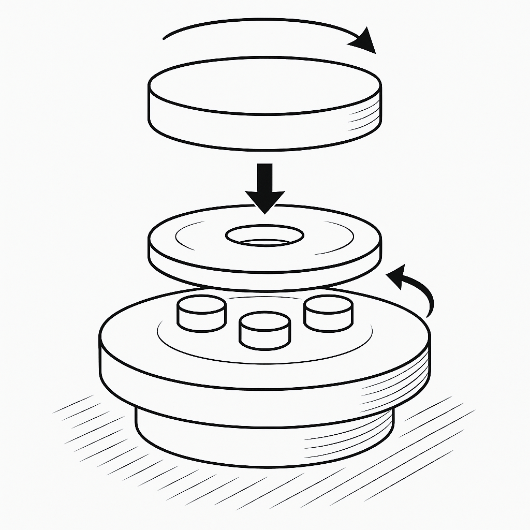
ラップ研磨
ラップ研磨は、平面部品に対して高い精度と均一性を実現できる手法です。
定盤と呼ばれる平らな面に砥粒を介して加工物を擦り合わせることで、面全体を均一に仕上げることができます。
この手法の特徴は、面全体に均一に作用するため、非常に高い平坦度や表面精度を得やすい点にあります。
特に、光学部品や金型の平面部など、高精度が求められる場面で広く用いられています。
一方で、加工対象が平面であることが前提となるため、溝や穴、内部形状などを含む複雑な部品には適用できません。
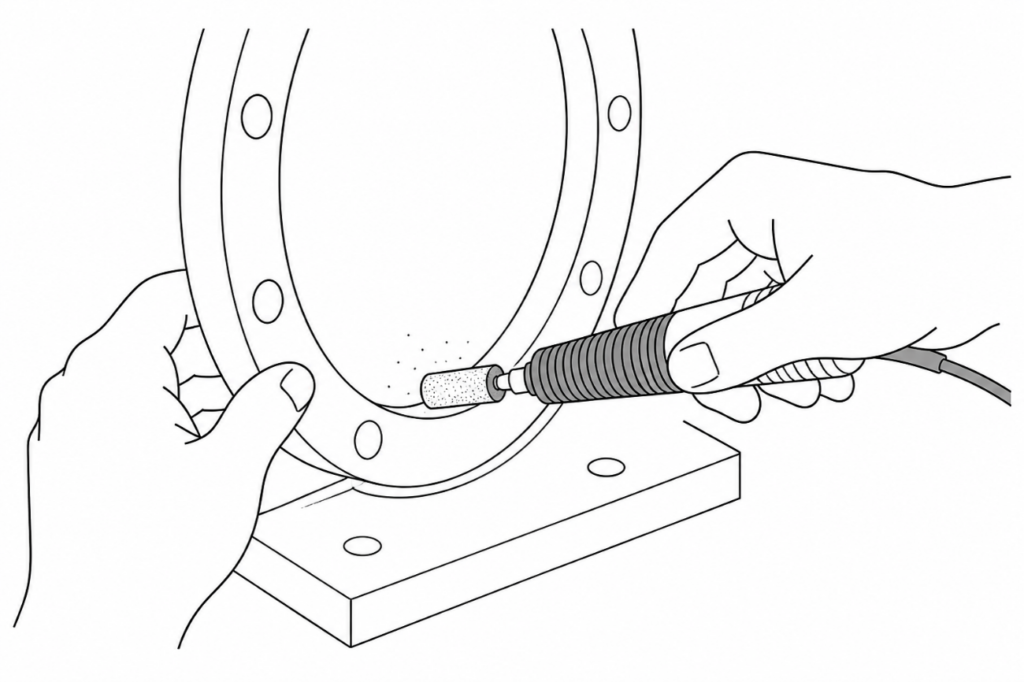
手研磨
手研磨は、砥石やペーパー、研磨フィルム、ペースト状の研磨材などを用いて、作業者が手作業で仕上げる手法です。
例えば、砥石や耐水ペーパー、研磨ペースト等を用いて、工具や材料を使い分けながら、対象形状に応じて細かく調整できる点が特徴です。
ラップ研磨では対応が難しい溝や穴、エッジ、内部形状といった複雑形状や微細部にも対応できるため、精密研磨において欠かせない手法の一つです。
一方で、研磨の当て方や力加減、加工時間などが作業者の技量に大きく依存するため、仕上がりにばらつきが生じやすいという側面があります。
また、形状を崩さずに狙った部分だけを磨く必要があるため、精度が求められるほど難易度が高くなります。
このように、手研磨は細部まで対応できる柔軟性を持つ一方で、品質の安定性や作業効率の面で課題を抱えやすい手法でもあります。
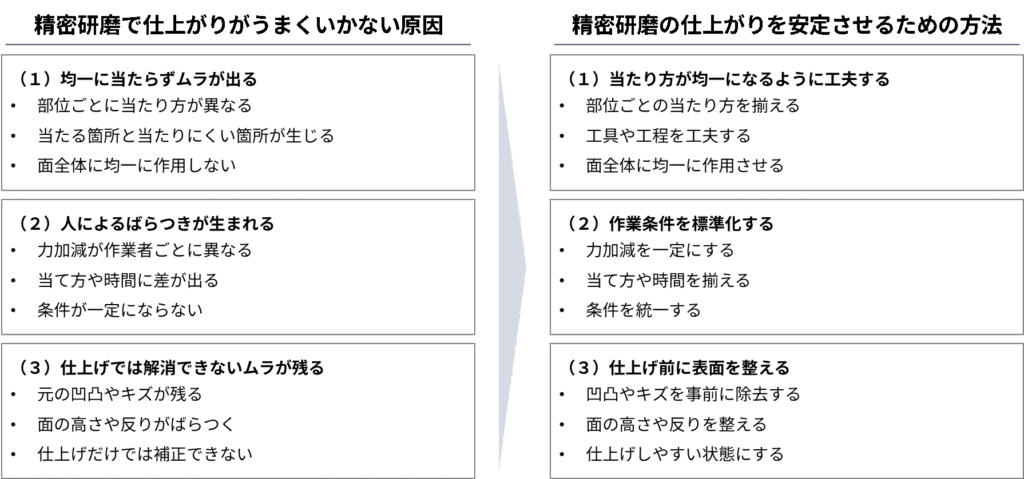
精密研磨で仕上がりがうまくいかない原因
前章で述べた通り、複雑形状や微細部の仕上げでは手研磨による対応が中心になります。
しかし、そのような条件下では、仕上がりが安定しないという問題が生じやすくなります。
均一に当たらずムラが出る
複雑形状や微細部を含む部品では、構造的に研磨が均一に作用しにくくなります。
平面と異なり、溝や穴、エッジ、凹部などでは当たり方が部位ごとに変わり、研磨が当たる部分と当たりにくい部分が生じます。
その結果、面全体として均一に仕上がらず、ムラが残る要因となります。
このような現象は手法の問題というよりも、形状そのものの物理的要因に起因します。
人によるばらつきが生まれる
手研磨では、加工の品質が作業者の技量といった人的要因に大きく依存します。
力加減や当て方、加工時間といった要素が作業者ごとに異なるため、同じ条件で作業を行っても仕上がりに差が生じます。
また、作業を標準化することが難しく、再現性を確保しにくい点も課題であり、結果として、品質が安定せず、ばらつきが生じます。
仕上げでは解消できないムラが残る
仕上げ工程だけでは、元々の表面状態の影響を取り除くことはできません。
局所的な凹凸やムラが残ったままでは、仕上げ工程で均一に整えることが難しく、そのまま仕上がりに差が生じます。
特に、深いキズや面の高さのばらつきがある場合には、仕上げだけで補正することは困難です。
精密研磨の仕上がりを安定させるための方法
前章で述べた通り、精密研磨の仕上がりが安定しない要因は、形状による当たり方のばらつき、人的要因による再現性の低さ、そして仕上げ工程の限界にあります。
これらの課題は、研磨のやり方そのものを変えるというよりも、当て方や作業条件、仕上げ前の状態を整えるといった観点を考慮することが重要です。
当たり方が均一になるように工夫する
複雑形状では、部位ごとに当たり方が異なるため、面全体に均一に作用させることが重要です。
そのためには、工具の選定だけでなく、加工の進め方や工程の組み方を工夫し、特定の部位に偏らないようにする必要があります。
単に研磨を行うのではなく、どのように当てるかを設計することが、仕上がりの安定性に直結します。
作業条件を標準化する
手研磨では、力加減や当て方、加工時間といった条件が作業者ごとに異なりやすく、仕上がりのばらつきにつながります。
そのため、加工条件を明確にし、作業ごとの差が出ないように揃えることが重要です。
具体的には、使用する工具や研磨材、加工時間などを統一し、作業手順を標準化することで、再現性を高めることができます。
仕上げ前に表面を整える
仕上げ工程だけで精度を出すことには限界があるため、仕上げ前の段階で表面状態を整えておくことが重要です。
例えば、平面度や並行度が出にくい部品や、薄い板状の部品では反りが発生しやすく、そのままでは均一に研磨が当たりません。
このような場合には、切削などの前工程を工夫し、仕上げがしやすい状態に整える必要があります。
また、材料の形状そのものを見直すことも有効な手段です。
例えば素材に起因する問題が発生する場合は、丸棒材ではなくセンタレス材を使用するなど、加工前の状態を調整することで、仕上がりの安定性を高めることができます。
精密研磨を安定させるための方法
精密研磨の仕上がりを安定させるためには、当たり方や作業条件、仕上げ前の状態を整えることが重要です。
しかし、従来の手研磨だけでは対応に限界がある場面もあり、前工程を含めて加工の進め方を見直すことで、仕上がりの安定性を高めることができます。
そのため近年では、前工程を含めて加工全体を見直し、表面状態を均一化する加工手法も活用されています。
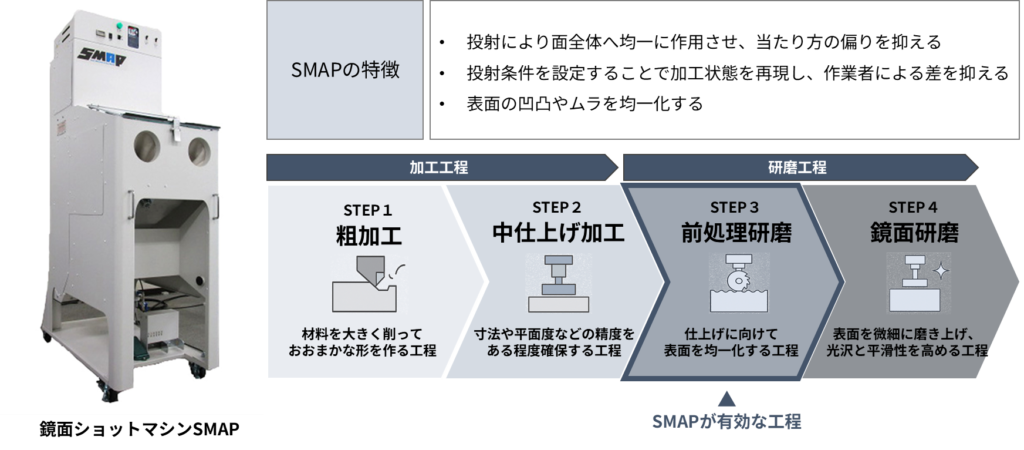
東洋研磨材工業では、その一つの方法として、微細な研磨材を投射して表面を均一に整える研磨機「SMAP」を提案しています。
SMAPは、複雑形状に対しても均一に作用しやすく、手研磨で生じやすいムラやばらつきの低減につながる加工手法です。
SMAPによる精密研磨の安定化
微細な専用の研磨材(メディア)を投射するSMAPによる鏡面ショット加工は、表面に対して均一に作用させることができるため、複雑形状においても当たり方の偏りを抑えることが可能です。
これにより、手研磨で生じやすいムラを低減し、安定した仕上がりにつながります。
また、投射条件を設定することで加工状態を再現できるため、作業者ごとの仕上がりの差を抑え、品質のばらつきを低減することができます。
手作業に依存しやすい工程においても、一定の品質を維持しやすくなります。
さらに、仕上げ前の段階で表面の凹凸やムラを均一に整えることができるため、後工程の研磨を効率的に進めることが可能です。
前工程の影響を抑えることで、仕上げ工程での調整負荷を軽減することができます。
SMAPは、粗加工や中仕上げの後、最終仕上げに入る前の工程で用いられることが多く、仕上げ前に表面状態を整えることで、その後の研磨を安定させる役割を担います。
SMAP処理が仕上げに与える効果
複雑形状の精密研磨では、手研磨によって仕上げまで対応することが一般的です。
しかし、当たり方の調整やムラの修正に手間がかかり、作業時間が増大します。
これに対し、SMAP処理では、表面状態を特別な技術なしで均一に整えることができます。
その結果、仕上げ工程における当たり方の調整が容易になり、作業を効率的に進めることが可能になります。
また、用途や要求精度によってはSMAP処理のみで完結する場合もあり、必要に応じて後工程の手研磨と組み合わせることで、より高精度な仕上がりを実現できます。
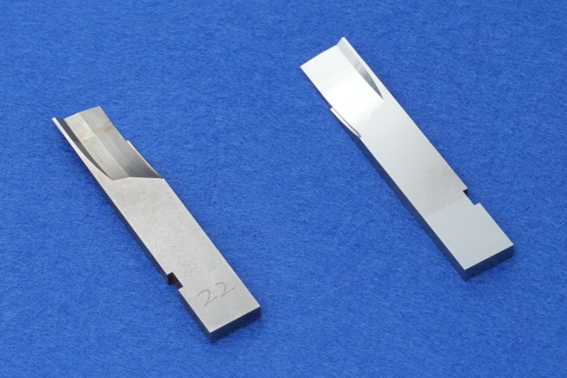
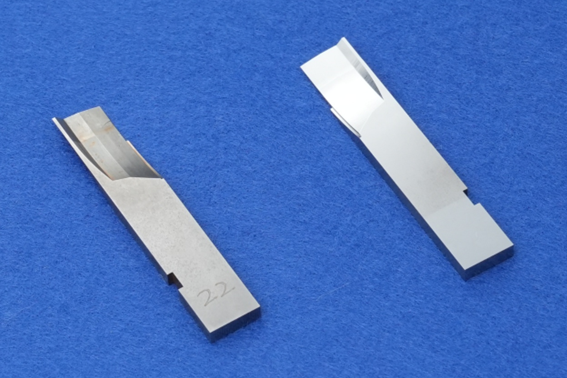
SMAP処理による仕上げ事例
パンチ部品にSMAP処理を適用することで、表面の凹凸やムラが均一に整えられた仕上がりを得ることができます。
複雑形状であっても面全体が均一に整うため、安定した品質を確保しやすい状態になります。
このように、仕上がりのばらつきを抑えた状態をつくることで、品質の安定化だけでなく、作業の進めやすさにもつながります。
結果として、仕上げにかかる手間を抑えながら、一定の品質を維持することが可能になります。
精密研磨においては、手作業に依存した加工だけで対応するのではなく、加工全体を見直し、こうした専用の加工手法を適切に取り入れることが重要です。
その結果として、品質と効率の両立を図ることができ、安定した加工体制の構築につながります。
研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。
本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
