金属表面処理の表面づくりとは?密着不良・ムラ・剥離を防ぐ前処理の考え方
投稿日: 2026-05-11
金属の表面処理では、めっきや塗装、アルマイトなど「どの処理を選ぶか」に意識が向きがちです。
しかし実際には、仕上がりの品質を大きく左右するのは本処理そのものではなく、その前工程である「前処理(表面状態)」です。
同じめっきや塗装を行っても、前処理が不十分であれば、密着不良や外観ムラ、剥離といった不具合が発生することがあります。
本記事では、金属表面処理の品質を左右する「前処理」に焦点を当て、どのような表面状態が問題になるのか、そしてどのように整えるべきかを整理します。
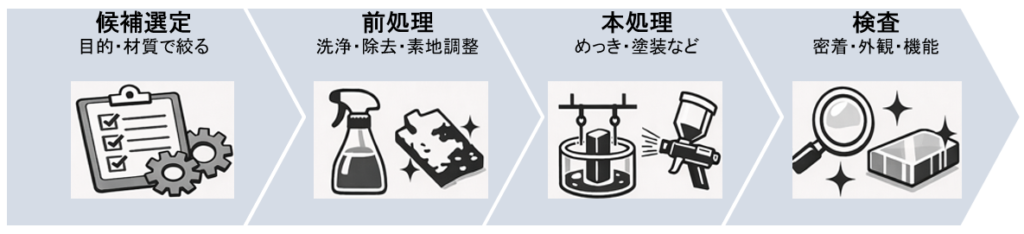
金属表面処理フロー図
なぜ仕上がりに差が出る?金属表面処理の品質を左右する本処理前の表面状態
表面処理の仕上がりは、本処理の条件だけでなく、その前段の表面状態に大きく左右されます。
本処理前の表面状態は、主に次の3つの観点で整理できます。
- ① 表面に残っているもの(油分・酸化皮膜など)
- ② 加工によって生じた状態(加工痕・微細バリなど)
- ③ 面全体のばらつき(均一性)
下表では、本処理前の表面状態と、それによって起こりやすい不具合、さらに基本的な対策を対応関係で整理しています。
本処理前の表面状態と起こりやすい不具合・対策
| 本処理前の表面状態 | 起こりやすい不具合 | 対策 |
|---|---|---|
| 油分・付着残留物 | はじき、密着不良、仕上がりムラ | 洗浄 |
| 酸化皮膜・さび | 膜形成不良、外観ムラ、剥離 | 除去 |
| 加工痕 | 見え方の乱れ、光沢差、外観ムラ | 素地調整 |
| 微細バリ | 欠陥の起点、耐久性低下、見え方の乱れ | 除去 |
| 面の不均一性 | 機能ばらつき、仕上がりの不均一 | 素地調整 |
これらはすべて、本処理後の密着性・外観・機能の安定性に直接影響します。
油分・付着残留物
油分・残留物があると、めっきや塗装、コーティングの密着性や濡れ性(液体が表面にどれだけ広がりやすいか)に影響します。
その結果、はじきや密着不良の原因になります。
例えば、加工時の加工油や切削油、取り扱い時に付着する指紋、成形や搬送工程で付く離型剤などがわずかに残っているだけでも影響が出ることがあります。
酸化皮膜
酸化皮膜やさびがあると本処理が均一に進まず、膜形成不良や外観ムラ、剥離の原因になります。
さびといえば鉄ですが、鉄以外でも、銅合金の酸化、アルミの酸化皮膜など、表面に生じる腐食生成物や酸化皮膜が影響します。
加工痕
加工痕は、処理後の見え方に影響します。
下地に残った筋目や傷、切削痕のばらつきによって、光沢差や見え方の乱れが生じることがあります。
特にデザイン性が重視される部品では、わずかな痕でも不良とされてしまいます。
微細バリ
微細バリは、小さいから問題ないとは限りません。
目立たないバリでも、処理後には欠陥の起点になったり、膜のつき方に差が出ることがあります。
また、切削工具などでは、バリの状態が工具自体の寿命にも影響します。
面の不均一性
面の不均一性とは、同じ面の中で場所によって粗さ、加工痕、酸化状態、汚れの残り方などがそろっていない状態を指します。
このようなばらつきがあると、本処理の反応や見え方が部分ごとに変わり、機能面でも外観面でも品質が安定しにくくなります。
本処理前には、粗さだけでなく、残留物・酸化皮膜・加工痕・微細バリ・面の均一性まで含めて確認することが重要です。
表面づくりの基本となる洗浄・除去・素地調整
本処理前の表面状態に対する対策は、主に洗浄・脱脂、除去、素地調整の3つがあります。
これらは、めっき、塗装、アルマイト、研磨などに先立って、仕上がりを安定させるために共通して重要となる基本工程です。
洗浄・脱脂
洗浄・脱脂は、表面処理の成否を左右する最も基本的な前処理工程です。
洗浄の対象となるのは、加工時の加工油や切削油、取り扱い時に付着する指紋、工程で使用される離型剤、微細な切りくずなどです。
機械加工後の表面には、これらが付着していることが多く、見た目がきれいでも薄い油膜や微細な残留物が残っている場合があります。
こうした残留物があると、めっきや塗装、コーティングの濡れ性や密着性に影響し、はじきや密着不良、仕上がりムラの原因になります。
さらに、後工程に熱処理がある場合には、油分や異物が焼き付くことで表面状態が悪化し、その後の処理にも悪影響を及ぼすことがあります。
洗浄方法は、汚れの種類に応じて使い分けます。
例えば、水系洗浄剤は油分や粒子汚れの除去に広く用いられ、炭化水素系や塩素系の洗浄剤は脱脂性に優れ、油性汚れへの対応に適しています。
このように、洗浄・脱脂は単なる清掃ではなく、本処理の品質を安定させるために重要な工程です。
除去
除去は、酸化皮膜やさび、焼け、固着物、微細バリなど、表面に生じた変質部や強く付着したものを取り除く工程です。
こうしたものが残っていると本処理の進み方が不均一になり、膜形成不良や外観ムラ、剥離の一因になります。
金属の表面処理は下地の状態に影響されやすく、変質部や付着物をそのままにしておくと本処理の妨げとなり、どんなに本処理の条件を整えても仕上がりが不安定になります。
除去の対象となるのは、鉄のさび、アルミの酸化皮膜、溶接部の焼けや付着物などです。
これらは見た目の問題だけでなく、本処理の反応性や密着性にも影響します。
除去の方法は、対象に応じて使い分けます。
例えば、酸洗いや化学洗浄などの薬液による方法と、ブラストや研磨・研削などの機械的な方法があります。
重要なのは、単に表面をきれいにすることではなく、本処理が均一に作用する状態をつくることです。
素地調整
素地調整は、加工によって残った筋目や傷、面の凹凸や不均一性を整え、表面状態をそろえる工程です。
これらが残っていると、表面処理後の見え方に乱れが出たり、光沢差が生じたり、局所的な欠陥の起点になることがあります。
特に外観性が重視される部品では、下地の差がそのまま仕上がりに現れます。
ここでの目的は、単に表面を平滑にするだけではありません。
選んだ処理が安定して働きやすい面にそろえることが重要です。
その後の付着性を高めるために、表面に適度な粗さを与えることもあります。
必要に応じて加工痕をならし、面全体の状態を整えることで、密着性や外観・機能のばらつきを抑えやすくなります。
こうした素地調整の具体的な手段として、次に見る研磨が関わってきます。
金属表面処理の前処理としての研磨
本処理前の表面づくりでは、洗浄や除去に加えて、素地調整も重要であり、その代表的な手段が研磨です。
研磨は光沢を出す最終仕上げの工程としてイメージされがちですが、実際には表面処理の前処理としても広く使われています。
例えばブラストや研磨布紙による研磨は、酸化皮膜や付着物、微細バリの除去、加工痕の平滑化、面のばらつきの調整に活用されます。
重要なのは、前処理での研磨は単に削ることではなく、本処理に適した表面状態をつくるための加工という点です。
研磨の「粗面化」と「鏡面化」
本処理前の研磨では、表面をどのような状態に整えるかが重要になります。
その調整の方向には、「粗面化」と「鏡面化」の2つがあります。
粗面化の代表的な手段が、ブラスト研磨です。
研磨材を圧縮エアーの力で対象物に吹き付け、表面を加工する方法です。
酸化層の除去やバリ取りの代表的な手段であると同時に、表面を適度に粗くします。
これにより表面積が増え、塗装やコーティングの密着性を高めやすくなります。
一方、鏡面化の代表的な手段としては、バフ研磨、ラップ研磨、バレル研磨、そして次節で取り上げるSMAP研磨(鏡面ショットマシンSMAPによる研磨)があります。
これらは、表面の凹凸や傷を小さくし、より均一で整った状態を作る方法です。
これらの方法は、外観性を重視したい場合や、粗くなった面をさらに整えたい場合に有効です。
前処理での研磨は、「粗くするか」「滑らかにするか」を単純に選ぶものではありません。
本処理に適した表面状態をつくるために、粗面化と鏡面化を使い分けることが重要です。
粗面を整える手段としてのSMAP
鏡面ショットマシンSMAPは、研磨メディアをワークに大量に投射し、短時間で表面を整える加工です。
このSMAP研磨は、粗面化した表面を次工程に合わせて整える手段として有効です。
粗面化した表面に残る凹凸やばらつきに対してSMAP研磨を行うと、粗面をベースにしながら、表面の乱れを抑え、より狙いに近い表面状態へ調整できます。
この意味でSMAPは、大きく削り込むための加工というより、粗面化後の表面を整え、次工程に適した状態へ近づけるための手段です。
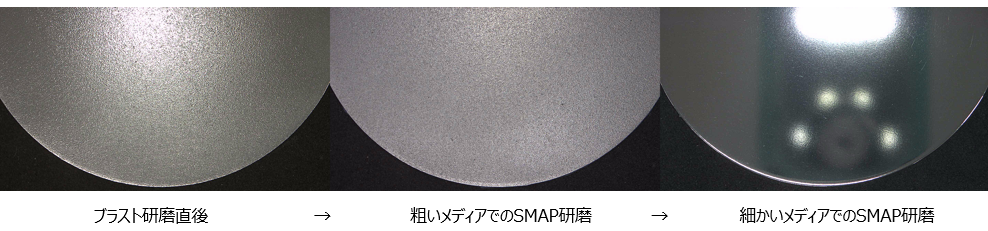
以下では、ブラスト研磨を行った表面に対して、段階的にSMAP研磨を実施した写真を示します。
ブラスト後の面がどのように変化し、表面状態が整えられていくのかを確認してください。
複雑形状への対応としてのSMAPと、コーティング前後での活用
SMAPは、複雑形状のワークに対しても均一に作用しやすい点が特徴です。
形状を大きく変えることなく、表面状態を整えることができるため、手作業では仕上げにくい部品にも適しています。
その代表例が、ドリルやエンドミルなどの切削工具です。
これらは刃先の微細な状態が性能に直結するため、ごく小さなRを付けるなどの精密な表面調整が求められます。
SMAPはこうした微細領域にも作用しやすく、刃先の欠けやチッピングの抑制に寄与します。
また、切削工具のようにコーティングが施されるワークでは、SMAPは前処理としても有効です。
コーティング前に表面状態を整えることで、仕上がりの安定性を高めやすくなります。
さらに、コーティング後の調整に活用される場合もあり、表面の質感や外観の調整にも対応できます。
SMAPは、複雑形状の微細な表面調整に向き、その代表例が切削工具です。そして切削工具のようにコーティングを行うワークでは、コーティング前処理としても有効です。
金属表面処理は「前工程の前処理」で差がつく
金属の表面処理では、どの処理を選ぶかだけでなく、その前にどのような表面状態をつくるかが、仕上がりを大きく左右します。
油分や酸化皮膜、加工痕、微細バリ、面のばらつきが残ったままだと、密着不良、外観ムラ、剥離などの原因になりやすくなります。
そのため本処理前には、洗浄・除去・素地調整によって条件をそろえ、選んだ処理が安定して働きやすい面をつくることが重要です。
研磨は素地調整の手法の一つであり、SMAPは複雑形状にも対応できる加工方法です。
重要なのは、単に表面を粗くすることでも平滑にすることでもなく、次工程に合った表面状態に整えることです。
金属表面処理の仕上がりは、本処理そのものだけでなく、その前段の前処理によって大きく左右されます。
研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
