ガラス研磨の基礎知識|金属研磨との違い・用途別の研磨機と研磨材の考え方
投稿日: 2026-03-09
ガラス研磨は、ガラスの表面や端面に残る傷・くもり・加工痕を低減し、用途に応じた外観や機能を得るための仕上げ工程です。
しかし、ガラスは金属や樹脂と比べ硬いうえに脆く、研磨の過程で欠け(チッピング)・歪み・透明性の低下が起こりやすい材料です。
そのため、ガラス研磨には金属研磨とは異なる留意点があります。
本記事では、金属や樹脂研磨と比較してガラスの研磨は「どこが同じで、どこが違うのか」を判断できるように、材料特性の違いを理解したうえで、用途や研磨機の選び方、研磨材の使い分けの考え方を解説します。
ガラス研磨を理解する上で押さえたい「材料特性」の違い
ここでは、ガラス研磨を検討する際に役立つ、材料特性の違いを整理します。
ガラス・金属・樹脂・セラミックの硬度と研磨特性の比較
研磨の議論は「硬度が高いほど研磨しにくい」という単純な話になりがちですが、次の2つの観点で整理すると理解が進みます。
研磨のしやすさ
一般的には、柔らかい材料ほど研磨で除去量を確保しやすく、硬い材料ほど同じ時間では削れにくい傾向があります。
樹脂 > 金属 > ガラス > セラミック
ガラスは金属よりも固く、「ほとんど削れない材料」のように見えるかもしれませんが、条件次第で十分な除去量を確保できます。
ただし、ガラスは脆性材料なので、条件が強すぎたり当て方が偏ったりすると、端面の欠けや表層の微細傷が発生しやすく、透明性や外観に直接影響します。
したがって、ガラスの研磨では除去量に加えて、仕上げの安定性(透明性・端面品質)も併せて評価します。
鏡面の出しやすさ
鏡面仕上げの出しやすさは、一般に次のように整理されます。
金属 > ガラス > 樹脂 > セラミック
金属の研磨では反射(光沢・意匠)が評価されます。
一方、セラミックは不透明用途として扱われることが多く、反射や透過性よりも、欠けや強度、寸法精度といった点が評価されます。
ガラスはその中間に位置しますが、最大の特徴は「透明材料」であることです。
つまりガラスでは、反射だけでなく透過の見え方が品質に関わり、表面が滑らかでも透過時の散乱が残ると“くもり”として評価されます。
材料ごとに異なる研磨時の注意点
材料によって、研磨時に注意すべきポイントや品質評価の軸は大きく異なります。
ここでは、ガラス研磨を理解するための比較対象として、金属・樹脂・セラミックの特徴を整理します。
金属は材質・熱処理・組織差によって研磨挙動が大きく変わり、焼けや加工硬化などで条件出しが難しくなることも多く注意が必要です。
また、金属の表面仕上げは、鏡面だけでなく、サテン(ヘアライン)やブラッシュ、マット、ブラスト(梨地)など目的に応じた選択肢が広い材料です。
樹脂も金属と同様に種類に応じて研磨特性は大きく変わります。射出成形などで複雑形状を一体成形できるため、そもそも研磨を必要としないケースも多い材料です。
研磨を行う場合は、摩擦熱による白濁・変形が問題になりやすくなります。
ガラスと同様に“見え方”が変化しやすい材料ですが、その原因は主に熱影響によるものです。
セラミックはガラスと同じく脆性材料で、研磨中の欠け(チッピング)や微細割れが強度低下につながります。
ただし用途によっては透明性が必要とされない場合も多く、外観よりもエッジ品質や寸法精度、表層欠陥の抑制が重要な評価軸になります。
ガラス研磨で特に意識すべき品質要素は、次の3点です。
- ・欠け(チッピング)
エッジや孔縁に発生しやすく、外観だけでなく破損リスクにも影響を受ける
- ・透明性(くもり)
微細傷や微小欠陥が散乱要因となり、白濁して見える場合がある
- ・歪み
表面のうねりや研磨の当たりムラが、透過像の乱れとして現れる場合がある
ガラス研磨では、除去量を優先すると、欠け(チッピング)やくもり、歪みが発生・悪化しやすくなるため、工程設計ではこれらを抑える工夫が必要です。
ガラス研磨は「削れるか」だけでなく、欠け・透明性(くもり)・歪みの3点で仕上がりを判断し、目的に合わせて工程を組み立てます。
ガラス研磨が必要になる主な場面と用途
ここでは、ガラス研磨が必要になる場面を、用途別に整理します。
板ガラス(窓)は研磨が必要か
一般的な建築用板ガラスは、製造工程で一定の平滑性が得られるため、通常の窓用途では追加研磨は不要です。
一方で、次のような目的では研磨や表面処理が必要になります。
- ・端面処理(安全性、欠け抑制、外観)
- ・傷・くもりの補修(視認性回復)
- ・意匠目的の曇らせ(フロスト)
特に「曇らせたい」場合は一般的にはブラストによる表面処理が選ばれます。
ガラス研磨の用途
ガラス研磨が行われる主な用途は、次のとおりです。
- ・建築・窓用途:端面の安全性・外観、意匠(フロスト)、補修
- ・自動車ガラス:飛び石傷・ワイパー傷の補修
- ・光学・精密用途:面精度、表層欠陥管理
- ・工業・電子用途:厚み・反り・歪み管理、用途に応じた表面性状の付与
同じ研磨でも、用途によって優先する評価が変わります。
目的別[例:透明性回復/端面処理/曇らせ(意匠)]や用途によって、欠け・透明性・歪みの何を優先するかを決め、設備と研磨材を選びます。
ガラス研磨における研磨機の選び方
この節では、ガラス研磨に用いる研磨機の主な用途を説明します。
ガラス研磨は、補修・端面処理・平面仕上げなど、目的によって重視すべき点は異なります。
用途を明確にしたうえで、設備の特性(当たりの均一性、給水のしやすさ、研磨粉やスラリーを排出しやすいか等)を照らし合わせて検討します。
電動ポリッシャー(補修・小面積の仕上げに向く)
電動ポリッシャーは、小面積の補修や、部分的に表面状態を整えたい場合に使われます。
持ち運びやすく現場で使いやすい一方で、当て方や荷重のかけ方によって、仕上がりが変化しやすい設備でもあります。
そのためガラスでは、低速・湿式(給水)で、押し付け過ぎない条件で運用します。目的が「透明感を整える」か、または「表面を均す」かによって速度や押圧を調整することで、安定した仕上がりになります。

部分的なガラス研磨に用いられる電動ポリッシャー
ラップマシン(平面の均一仕上げ・安定した面づくりに向く)
平面用途では、ラップ/ポリッシュ系の設備が選択されます。
ラップ系が得意とするのは、単に表面を光らせることではなく、面を広い範囲で均一に整えることです。
透明なガラスを局所的に磨くと、その部分だけ表面がゆがんで見えにくくなったり、光学特性が変化し透過時にレンズ効果で像が伸びたり縮んだりすることがあります。
ラップマシンは治具でワークを保持し、研磨皿とパッドを介して均一に当てやすいため、平面の仕上げや面づくりで安定した結果を得やすい設備です。
一般に、ラップは「下地を整える工程」、ポリッシュは「見え方(透明感や微細な傷)を仕上げる工程」です。
たとえば光学レンズのように“見え方”が重要な用途では、ラップで加工痕を細かくし面の状態を揃えたうえで、ポリッシュで透明感や微細傷の低減を狙う、という段取りで品質を作り込みます。
ラップ系の検討では、設備本体に加えて、治具・パッド(ラップ材)・スラリー(研磨材)をセットで考えることが重要です。
硬めのパッドで形状の安定性を優先するのか、柔らかめのパッドで当たり追従性を高めるのかで、仕上がりの傾向が変わります。
また、除去量を優先する工程と最終の見え方を整える工程では研磨材の選び方が変わるため、工程の前後で研磨材を切り替えます。
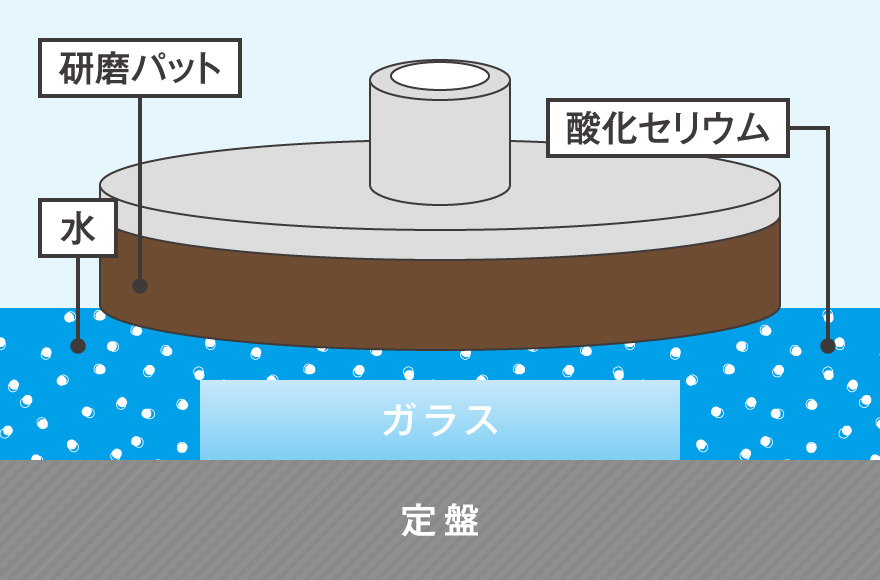
ガラス平面仕上げに用いられるラップ研磨の模式図
ガラス研磨で押さえておきたい運用ポイント
設備の種類にかかわらず、ガラス研磨では運用面の工夫が仕上がりに影響します。
具体的には、次のような点を意識すると、目的に合った面を作りやすくなります。
- ・研磨面を乾かさない(給水・湿式運用を基本にする)
- ・研磨粉やスラリーを滞留させない(洗い流しながら進める)
- ・当たりが偏らないようにする(治具や保持方法、パッド状態を整える)
※端面処理が主目的の場合は、ベルト研磨など別の設備が適することがあり、複雑形状の端面ではさらに別アプローチが検討されます(用途によって設備の得意領域が分かれます)。
用途によって研磨機を選びます。補修は電動ポリッシャー、平面の均一仕上げはラップ/ポリッシュ。当たりの均一性・給水(湿式)・排出/洗浄性も確認します。
なお、透明部材ではガラスに加えて樹脂の採用も増えており、樹脂部品の外観仕上げや、樹脂成形用金型の離型性向上のための鏡面仕上げが課題になるケースがあります。
これらの課題に対しては、鏡面ショットマシンSMAPの使用が有効な場合があるため、サンプル研磨で仕上がりを確認し進めるとよいでしょう。
ガラスの研磨材の使い分け
ここでは、研磨材を工程上の役割(形状出し/仕上げ)で整理し、酸化セリウムと機械研磨材をどう使い分けるかの考え方を示します。
ガラス研磨では、工程の後半になるほど「透明性が戻るか」が重要となり、仕上げ工程の研磨材選定が品質に大きく影響します。
そのため、荒〜中で除去量と形状を作り、最終段階で見え方を整える――という役割分担で工程を組み立てます。
研磨材の使い分け例(工程設計の考え方)
- ・深い傷がある場合:機械研磨材(荒〜中)→ 酸化セリウム(最終)
- ・軽微なくもり・浅い傷:酸化セリウム中心
- ・石英ガラスなど:材料特性により工程設計が変わり、機械研磨材主体になり得る
なぜガラス研磨では酸化セリウムが使われるのか
酸化セリウムがガラス研磨で広く使われるのは、砥粒としての“機械的な削り”に加えて、ガラス表面に対して“化学的に効く”側面があるためです。
ガラス表面は研磨中に水分と反応しやすく、条件によっては表面がごく薄く“やわらかい層”のような状態になります。
酸化セリウムはこの表面に砥粒として直接当たりながらガラスと相性のよい作用が働くため、単に削るだけの研磨材に比べて、細かい傷やくもり(白っぽさ)を減らし、透明感を増します。
この結果として、
- ・加工痕の低減
- ・透明性・光沢の回復(“見え方”の改善)
- ・最終仕上げでの再現性の出しやすさ(条件出しが安定しやすい)
につながりやすく、酸化セリウムは「仕上げ側の定番」として選ばれます。
機械研磨材(酸化ジルコニウム、アルミナ、炭化ケイ素)の特徴と注意点
機械研磨材は、形状出しや深い傷の除去に有効です。
一方、ガラスでは条件によって微小欠陥が残り、透明性が下がる場合があることから、ガラス研磨では、「除去量を稼ぐ工程」と「見え方を整える工程」の目的を認識して研磨材を選択することが重要です。
機械研磨でよく使われる研磨材には、酸化ジルコニウム、アルミナ、炭化ケイ素などがあります。
一般に、研磨材の種類によって「切れ味(除去量)」「傷の出やすさ」「仕上がりの透明感」のバランスが変わるため、粗加工~中仕上げでは除去量を重視し、最終工程では見え方(くもり・微細傷)を整える目的で研磨材や粒度を切り替えると、再現性が上がります。
サンドペーパー・研磨フィルムの用途
サンドペーパーや研磨フィルムは、下処理や端面の簡易処理などで使われます。ただし番手を飛ばし過ぎると、欠けやすさを増したり、粗い傷が後工程で消し切れず透明性回復を阻害したりする可能性があります。
工程間の洗浄・清掃(砥粒の持ち越し防止)も含め、再傷を出さないことが重要です。
研磨材は役割によって選択します。荒〜中で機械研磨材(除去・形状)→最終で酸化セリウム(透明性仕上げ)に切り替えると工程設計が安定します。
ガラス研磨の検討ポイント(目的と手段の整理)
ガラス研磨は、金属研磨と同様に工程を段階化して組み立てますが、透明材料である以上、仕上がりは「削れたか」だけでなく「見え方が整ったか」まで含めて評価されます。そのため、欠け(チッピング)・歪み・透明性の3点を意識しつつ、工程を 荒〜中(形状出し)→ 最終(仕上げ) の順で分けて設計します。
- 目的の整理:透明性回復/端面処理/形状・精度/曇らせ(意匠・機能)
- 工程配分の決定:荒〜中で「除去量と形状」を作る/最終で「見え方」を整える
- 運用条件の設計:当たりの均一性、給水(湿式)、スラリー排出・洗浄、荷重・速度などを現場条件に合わせて満たす
- 研磨材の設計:基本的には、荒〜中は機械研磨材、最終は酸化セリウム等へ切り替えます
荒〜中で下地(形状・加工痕)をきちんと揃え、最終で透明性を詰める――この流れを守ると、欠けやくもりのリスクを増やさずに品質が安定しやすくなります。
また、ガラス研磨とあわせて、近年増えている樹脂部品や樹脂成形用金型の鏡面仕上げについても、材料特性や仕上がり要求に応じた設備選定が重要になります。
東洋研磨材工業では、鏡面ショットマシンSMAPを用いたサンプル研磨を通じて、各種材料に対する適用可否や仕上がりの傾向を確認しながら、最適な研磨方法をご提案しています。
研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
