バフ研磨だけに頼らない鏡面仕上げ|職人技と機械の融合
投稿日: 2025-08-25

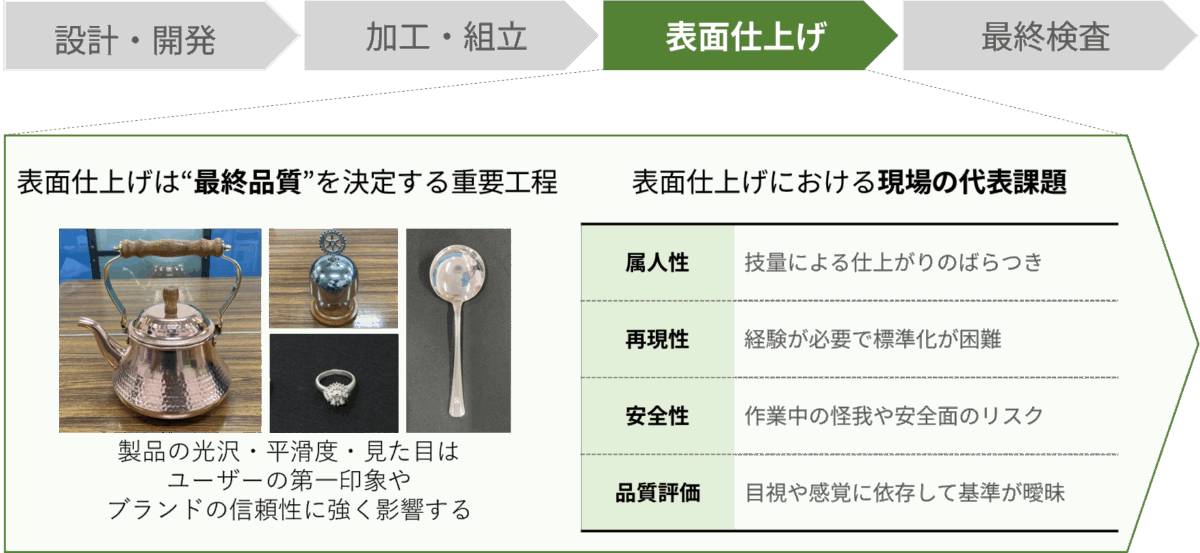
鏡面仕上げ工程に求められる品質と現場の課題
製造工程のなかでも、最終工程にあたる「鏡面仕上げ」は製品の完成度を左右する重要なプロセスです。
特に、外観品質や光沢などの表面の仕上がりは、ユーザーが真っ先に目にするものであり、寸法精度や平滑度などの要素含め、製品の信頼性やブランド価値にも直結します。
この鏡面仕上げという重要な工程を担うのが、現場で働く作業者の経験と感覚です。
高い精度や美観を求められるがゆえに、熟練の技術が発揮される場面も多く見られます。
一方で、このような手作業が中心の鏡面仕上げ工程にはいくつかの課題が存在します。
たとえば、
- 作業者の技量によって仕上がりに差が生じやすいこと
- 一定の品質を安定して維持するには経験の蓄積と判断力が求められること
- 長時間にわたる高集中の作業が身体的・精神的な負荷につながること
- 鏡面仕上げの検査においては、明確な評価基準が存在せず、目視や感覚に依存した判断が一般的であること
などが挙げられます。
これらの課題は、属人性・再現性・作業負荷・品質評価といった複数の側面から現場に影響を及ぼし、品質の安定化や工程全体の効率化を阻む要因となっています。
こうした鏡面仕上げ工程における構造的な課題は、さまざまな加工法に共通するものです。
なかでも鏡面仕上げで広く用いられている「バフ研磨」は、職人技の代表ともいえる一方で、こうした課題が顕在化しやすい加工のひとつです。
バフ研磨の特徴と課題
仕上げ工程の中でも、外観や光沢の美しさを求められる“鏡面仕上げ” (鏡面のようなツヤのある美しい仕上げ)の場面で広く用いられてきたのがバフ研磨です。
柔らかい布製のバフを高速回転させて表面を磨き上げるこの手法は、金属や樹脂など材質を問わず、微細なキズやくもりを取り除き、鏡面仕上げを実現することができます。
特に、鏡面仕上げが求められる部品や、高級感を演出したい意匠面の加工では、バフ研磨は長年にわたって現場の最後のひと手間を担っていました。
経験を積んだ作業者の手による鏡面仕上げは、まさに職人技とも言える領域であり、形状や個体ごとのわずかな違いに応じて、その場で磨き方を柔軟に変えられる点は、量産加工では実現が難しい点です。
一方で、バフ研磨にはいくつかの本質的な課題を有しています。
- 作業の属人化
バフ研磨は手作業で行われるため、仕上がりが作業者の技量や経験に左右されやすく、品質の安定化が難しい傾向にあります。
特に複雑な形状や細かな意匠がある場合、磨きムラや研磨不足が生じやすくなります。
- 再現性や標準化の難しさ
熟練者による微細な判断や調整が求められる一方で、そのノウハウを標準化することは容易ではありません。
技能の多くが経験や感覚に基づいているため、後進への教育や継承にも時間を要します。
- 安全性への配慮
バフ研磨は高速回転する工具を扱うため、手袋の巻き込みや部品の飛散など、作業者の安全を脅かすリスクが伴います。
さらに、研磨中には粉塵や熱が発生しやすく、作業環境の衛生・安全面においても十分な対策が求められます。
- 工程管理や品質保証の難易度
仕上がりの評価は目視や感触に頼るケースが多く、評価基準があいまいになりやすい工程でもあります。
品質不良の原因を特定・再発防止するうえでも、バフ研磨工程の見えにくさが現場の悩みとなっています。
このように、バフ研磨は高品質な鏡面仕上げを可能にする一方で、品質面や生産効率の観点では限界も存在します。
そうした中で、近年では鏡面仕上げの新たな研磨方法が現場に取り入れられはじめています。
シンプルな操作で高精度な仕上げを実現する鏡面研磨機「SMAP」
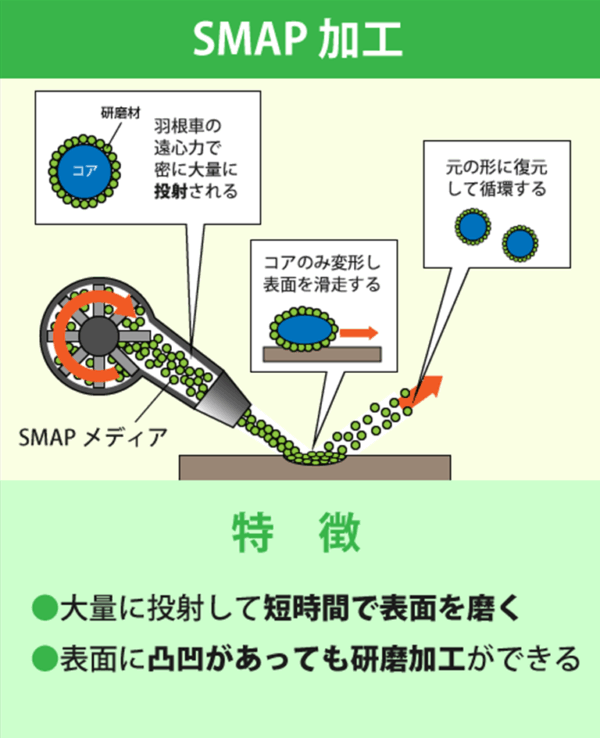
SMAPとは
SMAPは、特殊な細かい研磨材を製品表面へ投射し滑走させることで、金属や樹脂部品の表面を均一かつ鏡面に仕上げる研磨装置です。
乾式研磨を採用し、電源と少量のエアーがあれば運用可能なため、周辺環境への負荷も少なく済みます。
特別なプログラム制御が不要で、誰でも同じ操作で安定した仕上がりが得られる点が特長です。
また、経験に依存せず、一定品質の確保と作業の簡略化が可能なソリューションとして、様々な製造現場で導入が進んでいます。
SMAPの特徴
① 誰でも扱いやすい、簡単操作
SMAPは、作業者の経験や勘に頼らず、短期間の習熟で安定した仕上がりが得られます。
操作は非常にシンプルで、密閉された作業BOX内でワークを持ち、フットスイッチを踏むだけで研磨作業を行うことが可能です。
なお、投射速度などの加工条件は作業前に変更可能です。
熟練者でなくても一定品質が確保でき、教育コストも抑えられます。
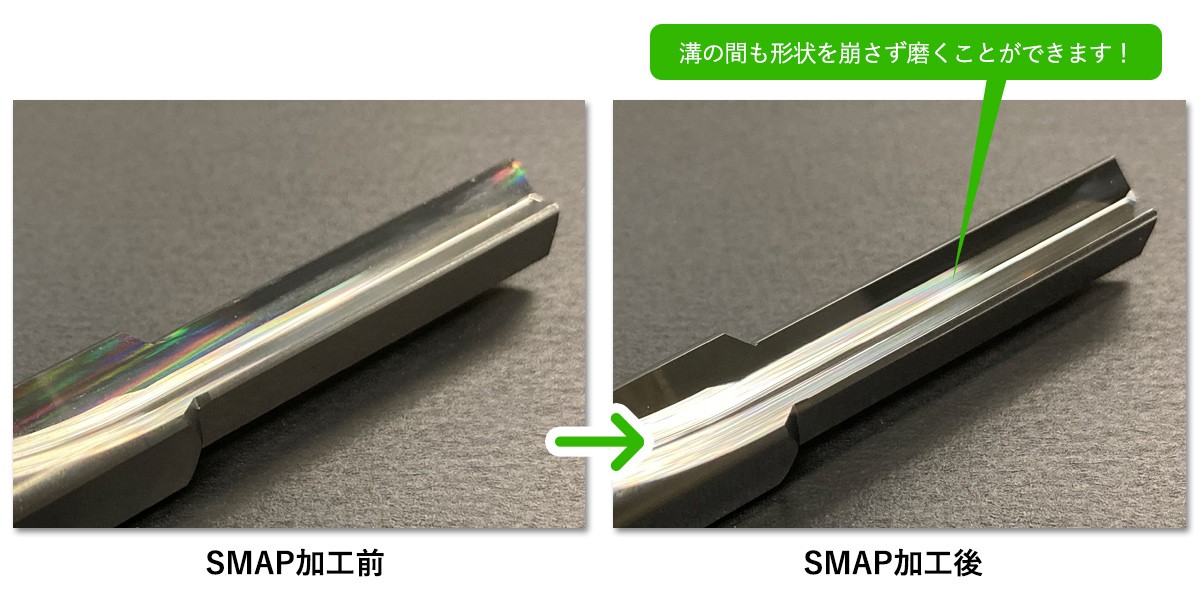
② 微細・複雑な形状にも対応
専用メディアがノズルから噴射されることで、曲面や狭小部、深部にも届き、手磨きでは難しい微細形状にも対応可能です。
切削工具・金型・精密部品など、複雑形状かつ形状を追従する必要があるワークにも適しています。
③ 乾式研磨で後処理が簡単
SMAPは乾式研磨のため、加工後に水洗いや脱脂といった洗浄工程が不要です。
処理後はエアブローで粉体を飛ばすだけで済むため、洗浄時間の短縮が見込めます。
ただし形状や目的により洗浄が必要な場合もあります。

④ 条件設定が自在にできる
研磨条件のパラメーター(投射速度、投射量、ノズル幅※1、加工時間※2)を細かく調整できます。
※1:F型など一部機種を除く
※2:加工時間を指定できるタイマーはメーカーオプション
ワークごとの要求品質に合わせて最適なパラメーターを設定することで、より高精度かつ効率的な仕上がりが実現できます。
⑤ メディアの種類が豊富
SMAP専用メディアは、ダイヤ、炭化ケイ素、アルミナなどの砥粒を、大きさや弾力の異なる粘着性の母材の表面に付着させています。
種類は30種以上あり、それぞれ目的に応じて選択されます。
微小バリ取りから鏡面仕上げまで、ワークの目的や材質に応じて最適な組み合わせを見つけることが可能です。
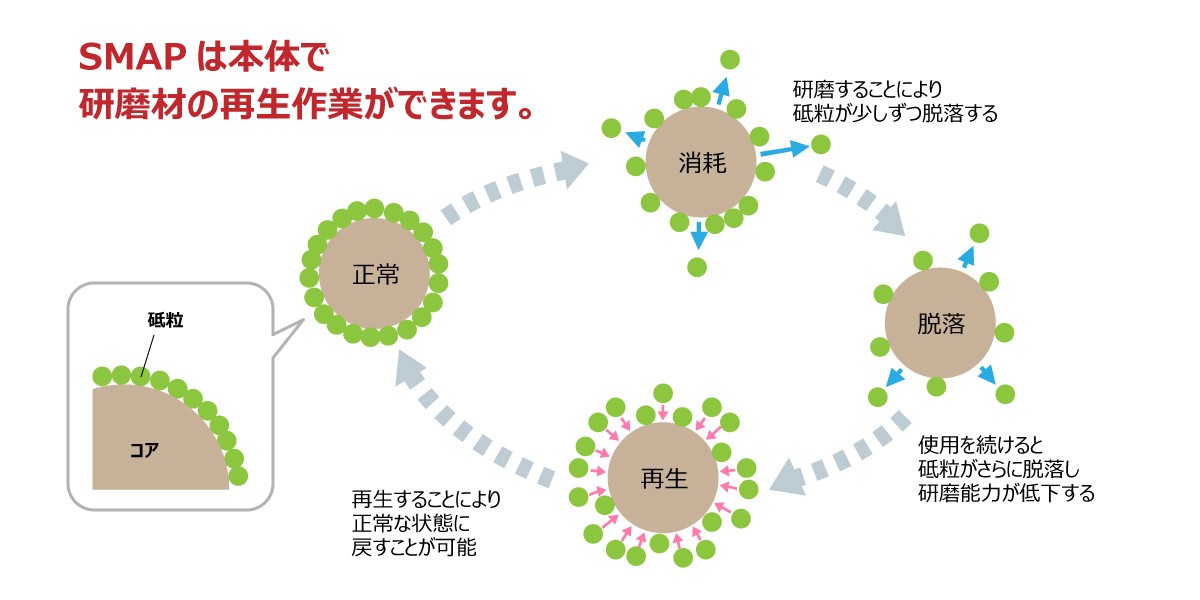
⑥ メディアの再生機能でコストダウン
SMAP機械にはメディアの能力を再生する機構があり、スイッチ1つで切替が可能です。
消耗したメディアに再度砥粒を付着させることで再利用が可能となります。
これにより、消耗品コストが大幅に低減され、持続的な運用が可能となります。
⑦ ワークサイズに応じて機種選択が可能
SMAPは用途に応じた複数機種を展開しており、手のひらサイズの小物部品から最大500mm×500mmまで対応可能です。
ただし、機種により加工可能な最大サイズや重量制限が異なります。
また、現場のスペースや製品サイズに応じた導入がしやすく、柔軟な運用が可能です。
(例:SMAP-Ⅱ型 W530×H1,735×D850mm)
SMAPの仕組みは、こちらの動画でご紹介しています。
バフ研磨とSMAPの強みを活かした使い分け
仕上げ工程における研磨方法
仕上げ工程において、常に正解となる研磨方法は存在しません。
求められる外観品質や現場の状況は案件ごとに異なり、それに応じて最適な加工手法も変わってきます。
具体的には、以下のような複数の観点から判断することが有効です。
- 製品の観点
形状の複雑さ、要求される光沢、粗さ、素材特性など
- 生産・運用の観点
ロット規模、工程のデータ管理可否、工数、安全性、設備スペース、コスト構造など
- 人材・技術継承の観点
作業者のスキルレベル、標準化のしやすさ、教育の負荷など
このような多面的な条件を踏まえたうえで、なかでも、バフ研磨とSMAPは、それぞれが得意とする領域と不得意な領域を補い合う関係にあります。
どちらか一方のみを用いるのではなく、両者の特性を理解し、状況に応じて最適な手法を柔軟に使い分けることが、品質と生産性を両立するうえでの重要な視点となります。
バフ研磨とSMAPの補完関係
バフ研磨とSMAPは、それぞれが異なる特性を持ち、強みと弱みが分かれる加工手法です。
SMAPは加工の再現性や複雑形状への対応に優れており、安定した品質と作業の効率化を実現します。
一方で、繊細な光沢や質感の表現が求められる場面では、職人によるバフ研磨が効果を発揮します。
このように、両者を比較することで、その違いと補完関係がより明確になります。
以下は、代表的な比較項目における両者の特徴をまとめたものです。
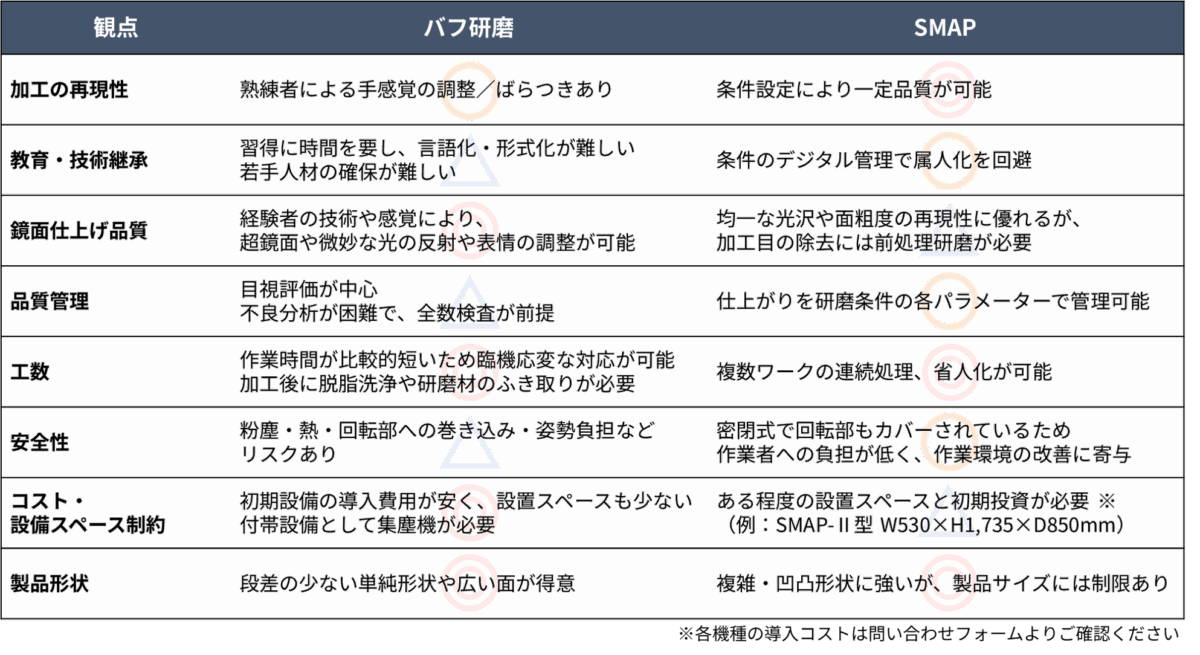
たとえば同じ製品であっても、内部構造や複雑な形状の部位はSMAPによる一括処理が適している一方で、外観品質が重視される平滑面にはバフ研磨が向いています。
こうした両者の強みを活かした使い分けこそが、現場の実情に即した効果的な仕上げ工程のあり方といえるでしょう。
SMAPの加工事例
事例 ①:アクリルパンチの透明仕上げ
透明アクリル製のパンチ部品に対し、SMAPによる鏡面ショットを施した事例です。
加工前は細かな切削痕が残っていましたが、加工後は内部構造がくっきりと視認できるほどの透明感を実現しました。
光の通りや美観が重要な部品にも、鏡面研磨機SMAPは有効です。

事例 ②:記念硬貨の光沢再生
くすみのある記念硬貨に対して、SMAPで表面処理を行った事例です。
細かな模様や文字の凹凸は保持したまま、全体の金属光沢を取り戻すことができました。
複雑形状や意匠性が重視される対象でも、鏡面仕上げが可能です。

技術共存による仕上げ工程の最適化へ
鏡面が求められる仕上げ工程において、バフ研磨とSMAPは対立する技術ではなく、それぞれの強みを活かし合うことで高い効果を発揮する共存可能な技術です。
バフ研磨は、熟練者の感覚による質感の微調整に優れており、SMAPは再現性や安定品質に強みがあります。
これらを適切に組み合わせることで、品質の標準化、人手不足への対応、効率化など多くの相乗効果を発揮し、鏡面仕上げが実現できます。
すべてを一手法でまかなうのではなく、どの工程をどの技術で仕上げるかを製品特性や現場の状況に応じて設計することが重要です。
バフ研磨とSMAPの強みと弱みを理解したうえで適材適所に使い分けることにより鏡面仕上げを実現可能とし、ものづくりにおける持続的な競争力の維持につながっていくでしょう。
研磨加工機の選定でお悩みの方は東洋研磨材工業へお問い合わせ下さい
東洋研磨材工業では、鏡面研磨機「SMAP」以外にもバレル研磨機、ショットブラスト装置などの様々な研磨加工機を取り扱っており、みなさまの目的に合った研磨機のご提案が可能です。
本社テクニカルセンター及び名古屋営業所、大阪営業所にデモルームを備え、ワークを持ち込んでのテスト研磨も初回無料で行っています。
研磨加工機の導入をご検討中の方は是非一度、東洋研磨材工業にお問い合わせ下さい。
