バレル研磨とは?仕組み・種類・他の研磨方法との違いを解説
投稿日: 2026-06-08

バレル研磨は、金属加工における代表的な仕上げ方法の一つであり、バリ取りや表面仕上げ、外観品質の向上などに広く活用されています。
特に小物部品の量産加工においては、効率性と品質の均一性を両立できることから、多くの製造現場で採用されています。
一方で、「バレル研磨とはどのような加工なのか」「なぜ必要なのか」「他の研磨方法とどう違うのか」「自社の製品に適しているのか」といった疑問を持つ方も多いのではないでしょうか。
本記事では、バレル研磨の基本的な仕組みや種類、メリット・デメリットを整理するとともに、他の研磨方法との違いや適用の考え方までをわかりやすく解説します。
バレル研磨の仕組み
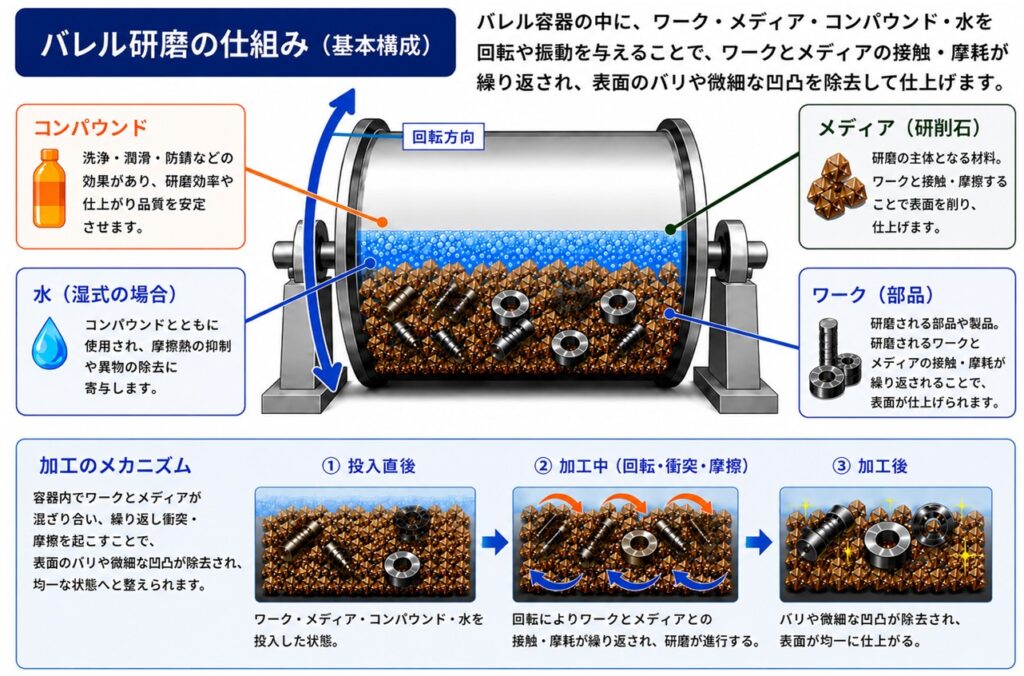
バレル研磨は、バレルと呼ばれる容器の中にワーク、メディア、コンパウンド、水などを投入し、回転や振動を与えることで研磨を行う加工方法です。
容器内でワーク同士やメディアが繰り返し接触・衝突し、摩擦が生じることで、バリの除去や表面の均しといった加工が進行します。
この加工は化学反応ではなく、物理的な衝突と摩擦によって表面を整える点が特徴です。複数のワークを同時に処理できることから、量産加工に適した手法として広く利用されています。
バレル研磨に用いられる主な要素
バレル研磨では、主に以下の要素を組み合わせて加工が行われます。
- ・バレル研磨機
- ・研磨石(メディア)
- ・コンパウンド
- ・水(湿式の場合)
- ・加工対象物(ワーク)
バレル研磨機
品質や数量、加工目的に応じて選定する必要があります。代表的な機種については後述します。
研磨石(メディア)
研磨の主体となる材料であり、ワークと接触・摩擦することで表面を削り、仕上げます。材質や形状によって研磨力や仕上がりが変化します。
コンパウンド
液体または粉末で、洗浄・潤滑・防錆などの役割を持ち、研磨効率や仕上がり品質を安定させます。
水(湿式の場合)
コンパウンドとともに使用され、摩擦熱の抑制や異物の除去に寄与します。乾式では使用されません。
加工対象物(ワーク)
研磨される部品や製品であり、メディアとの接触により表面が仕上げられます。
これらを適切に組み合わせることで、目的に応じた仕上がりを実現できます。
バレル研磨の加工メカニズム
バレル研磨の特徴は、個々の部品を個別に削るのではなく、ワーク同士やメディアとの相互作用によって、全体をなじませるように加工が進む点にあります。
このため、複数のワークを同時に処理でき、手作業と比べてばらつきが少なく、安定した品質を得やすいという特長があります。
一方で、研磨石とワークが接触する加工であるため、エッジが丸くなる、いわゆるエッジダレが生じやすく、用途に応じた条件設定が重要となります。
バレル研磨の種類と特徴
バレル研磨には、容器の動きやメディアの流れ方によっていくつかの種類があり、それぞれ加工特性が異なります。
ワークの形状や求められる仕上がり、処理時間などに応じて適切な方式を選定することが重要です。

回転バレル研磨の特徴
回転バレル研磨は、ドラム状の容器を回転させることで、ワークとメディアを持ち上げて落下させる動きを繰り返しながら加工を行う方式です。
シンプルな構造で導入しやすく、バリ取りから軽仕上げまで幅広く対応できる汎用性の高さが特徴です。
一方で、処理時間は比較的長くなる傾向があり、研磨石とワークの接触によりエッジが丸くなりやすい点には注意が必要です。
振動バレル研磨の特徴
振動バレル研磨は、槽全体に振動を与えることで、ワークとメディアを細かく流動させながら加工を行う方式です。
主に湿式で使用され、デッドスペースが少なく、容積効率が優れる点が特徴です。
回転バレルと比較すると研磨力が高く、均一な研磨を行いやすいため、光沢仕上げからバリ取りまで幅広い用途に対応できます。
また、振動が細部まで伝わりやすいことから、複雑形状部品のバリ取りにも適しています。
さらに、大型槽による量産処理や自動化との相性も良く、小物から大型ワークまで比較的幅広く対応できる点も特徴です。
遠心バレル研磨の特徴
遠心バレル研磨は、複数のバレルが自転と公転することで強い遠心力を発生させ、高速で研磨を行う方式です。
4方式の中でも特に研磨力が高く、短時間で加工できる点が大きな特徴です。
重研削から精密仕上げまで対応可能です。特に、大きなバリ除去やR付け、面取りなどを短時間で行えるため、高い加工効率が求められる場面で活用されています。
一方で、加工負荷が大きいため、ワーク同士の接触による打痕や寸法変化が発生しやすく、精密部品では条件管理が重要となります。
流動バレル研磨の特徴
流動バレル研磨は、槽底部の回転盤によってメディアを流動層化し、その流れの中でワークを加工する方式です。
主に湿式で使用され、小物部品の大量処理や自動化・連続処理に適しています。
回転バレルよりも高い研磨力を持ちながら、均一な仕上がりを得やすい点が特徴であり、光沢仕上げからバリ取りまで幅広い用途に対応できます。
特に、極小〜小物ワークの大量処理に強みがありますが、機械底部の本体と回転部のクリアランスによってはワークやメディアが引っ掛かる場合があるため、ワークサイズやメディア選定には注意が必要です。
下表にバレル研磨機の種類と特徴をまとめています。
| 研磨方式 | 主な特徴 | 研磨力・仕上がり | バリ取り性能 | 得意なワークサイズ・用途 |
|---|---|---|---|---|
| 回転 バレル |
最も基本的な方式 多角形槽回転による研磨 湿式・乾式両対応 低コストで汎用性が高い 量産〜少量対応 |
研磨力:低〜中 寸法変化は穏やか 中〜仕上げ研磨向き 精密仕上げにも適する |
小バリ:〇 中バリ:△ 大バリ:× |
小サイズ:◎ 中サイズ:◎ 大サイズ:△ |
| 遠心 バレル |
複数槽が自転+公転で 遠心力発生させる方式 高速・高研削処理が可能 湿式・乾式両対応 4方式中、最短加工時間が強み |
研磨力:非常に高い 重研削〜精密仕上げまで対応 乾式鏡面研磨に適する |
小〜大バリ:◎ R付け・面取り得意 鋭利バリの迅速除去が最も得意 |
極小サイズ:◎ 小サイズ:◎ 中サイズ:〇 (大量処理には不向き) |
| 振動 バレル |
槽全体を振動させ研磨する方式 湿式が主流で量産・連続処理向き |
研磨力:中 均一研磨が得意で発熱少 よく熱影響を抑制できる 光沢〜バリ取りまでバランス良好 |
小〜中バリ:〇 大バリ:△ 複雑形状に強い 細部まで均一に処理しやすい |
小〜大サイズ:◎ 大型ワーク対応の ボックス型がある 自動化にも向く |
| 流動 バレル |
底部回転盤で流動層形成する方式 湿式が主流で小物の大量処理に強い 自動化・連続化が容易 |
研磨力:中〜高 均一仕上げがしやすい 光沢仕上〜バリ取りまで対応 |
小バリ:〇 中バリ:△ 流動圧による穏やかな バリ取りが得意 |
極小サイズ:◎ 小サイズ:◎ 中サイズ:〇 |
バレル研磨のメリット・デメリット
バレル研磨は、複数のワークを同時に処理できる効率的な加工方法であり、量産加工において多くの現場で活用されています。
一方で、研磨方法の特性上、すべての用途に適しているわけではなく、形状や求められる品質によっては他の加工方法との使い分けが必要になります。
ここでは、バレル研磨の主なメリットとデメリットを整理します。
バレル研磨のメリット
量産性が高い
バレル研磨は、複数のワークを同時に処理できるため、他の研磨方法と比較して高い生産効率を実現できます。
特に小物部品のバリ取りや表面仕上げにおいては、大量処理が可能であり、量産ラインとの相性が良い加工方法です。
仕上がりの均一性が高い
ワークとメディアとの接触・摩擦が繰り返されることで、個々のばらつきが抑えられ、全体として均一な仕上がりを得やすいという特徴があります。
人手による加工と比較して品質の安定化につながりやすく、再現性の高い加工が可能です。
省人化・作業負荷の軽減
バレル研磨は一度条件を設定すれば自動的に加工が進むため、作業者の手作業を大幅に削減できます。
工程の自動化にも適しており、作業負荷の軽減や人手不足への対応といった面でも有効です。
バレル研磨のデメリット
少量・多品種には不向き
バレル研磨は大量処理に適した加工方法である一方で、段取りや条件設定に一定の時間がかかるため、少量生産や多品種対応には向かない場合があります。
ワークごとに最適条件が異なる場合、効率が低下する可能性があります。
複雑形状・内面処理には制約がある
バレル研磨はメディアが接触することで加工が進むため、細い溝や深い穴、内部構造など、メディアが入りにくい箇所には十分な研磨が行えない場合があります。
形状によっては仕上がりにムラが生じる可能性があります。
エッジダレ・精密仕上げの限界
ワークとメディアが接触・衝突する加工方法の特性上、エッジが丸くなる、いわゆるダレが生じやすく、シャープな形状を維持することが難しい場合があります。
また、高精度な寸法管理や鏡面レベルの仕上げが求められる用途では、他の研磨方法との使い分けが必要となります。
バレル研磨の主な用途と活用例
小物部品のバリ取り・量産処理
バレル研磨は、小物部品のバリ取りや量産処理において特に効果を発揮する加工方法です。
プレス加工や切削加工後の部品には微細なバリが発生しますが、複数のワークを同時に処理できるため、効率的にバリを除去することが可能です。
また、手作業と比較して仕上がりのばらつきを抑えやすく、品質の安定化にもつながります。
大量生産の現場では、工数削減と品質向上を両立できる点が大きなメリットです。
表面仕上げ・外観品質の向上
バレル研磨は、表面の微細な凹凸を均一に整えることで、外観品質の向上にも寄与します。
加工後の表面は目に見えないレベルでばらつきが生じていますが、バレル研磨によって全体を均一に仕上げることができます。
一方で、鏡面仕上げのような高い光沢を得ることは難しいものの、外観のばらつきを抑え、一定の品質を安定して確保できる点が特徴です。
外観品質が求められる製品においては、有効な工程の一つといえます。
精密部品における前処理用途
精密部品においては、バレル研磨は最終仕上げではなく前処理工程として活用されるケースが多く見られます。
メッキやコーティングの前にバリや表面の微細な不均一を除去することで、後工程の品質を安定させる効果があります。
また、組み付け精度や機能性に影響する面粗度を改善する役割も果たします。工程全体の品質を支える重要な下地処理といえます。
バレル研磨による加工事例
写真は、当社が遠心バレル研磨機で硬貨を加工した事例です。
研磨後は表面の微細な凹凸や汚れが除去され、全体の質感が均一に整っていることが確認できます。
このようにバレル研磨は、複数のワークを同時に均一処理できる点が特徴です。

バレル研磨後は、表面の汚れや微細な凹凸が均一化され、光沢感が向上していることが確認できます。
他の研磨方法との違い
バレル研磨は代表的な加工方法の一つですが、すべての用途に適しているわけではありません。
研磨方法にはそれぞれ特性があり、ワークの形状や求められる仕上がりによって最適な選択は異なります。
本章では、バレル研磨を中心に、バフ研磨や電解研磨、ブラストなどの主要な研磨方法との違いを整理し、それぞれの特徴・メリット・デメリットを比較します。加工方法の全体像を把握することで、ワークに適した研磨方法の判断に役立てていただけます。
| 研磨方法 | 特徴 | メリット | デメリット | 主な用途 |
|---|---|---|---|---|
| バレル研磨 | メディアとワークを混合し、物理的に研磨する方法です。 | 均一処理、量産、低コスト、省人化に向いています。 | エッジダレが生じやすく、内面や複雑形状には制約があります。 | 小物部品 量産品 バリ取り |
| バフ研磨 | 布バフなどを用いて手作業で仕上げる方法です。 | 高光沢・鏡面仕上げが可能です。 | 手作業のため、ばらつきや熟練依存が生じやすいです。 | 外観部品 意匠部品 鏡面仕上げ |
| 電解研磨 | 電気化学的に表面を溶解して仕上げる方法です。 | 高精度、清浄性、複雑形状への対応に優れます。 | 設備コストが高く、材質などの制約があります。 | 精密部品 医療部品 内面処理 |
| ブラスト | 研磨材を吹き付けて表面を処理する方法です。 | 均一な粗化や前処理に有効です。 | 光沢仕上げには不向きです。 | 塗装前処理 表面粗化 付着物除去 |
| 鏡面ショット (SMAP) |
乾式で専用メディアを高速投射して仕上げる方法です。 | 短時間で均一な鏡面仕上げが可能です。 | 用途や条件に応じた選定が必要です。 | 鏡面仕上げ 精密部品 複雑形状部品 |
研磨方法は「どれが優れているか」ではなく、それぞれ得意・不得意があり、ワークの形状や要求品質に応じて適切に選定することが重要です。
なお、研磨方法全体の基本的な種類や特徴については、「研磨加工の基本と様々な研磨方法」の記事でも詳しく解説しています。
バレル研磨では対応が難しいケースと代替の考え方
バレル研磨は量産性や均一性に優れた加工方法ですが、すべての要求に対応できるわけではありません。
特に、形状や精度、仕上がり品質に関する要件によっては、バレル研磨単独で仕上げることは難しいケースもあります。
ただし、重要なのは「できないかどうか」ではなく、どの範囲まで対応できるかを見極めることです。他の加工方法と組み合わせることで対応可能なケースも多く、用途に応じた適切な選定が求められます。
鏡面仕上げが求められる場合
バレル研磨でも光沢を高めることは可能ですが、ワーク同士やメディアの接触による加工であるため、高い鏡面品質を安定して得るには限界があります。
特に外観品質が重視される場合や、より高い光沢が求められる場合には、バフ研磨や鏡面ショットなどの仕上げ加工の検討が必要になります。
高精度・寸法管理が必要な場合
バレル研磨は複数のワークを同時に処理する加工であるため、個々の寸法を厳密に管理する用途には向いていません。
特に精密部品においては、わずかな形状変化が性能に影響する場合もあるため、高精度が求められる場合には研削加工やラップ研磨などの個別加工の検討が必要となります。
複雑形状が必要な場合
バレル研磨は均一に作用する加工であるため、細部形状や局所的な加工には限界があります。
特に入り組んだ形状や細かい溝などは、メディアが十分に作用しない場合があり、形状によっては加工ムラが生じる可能性があります。
そのため、形状に応じてバフ研磨などの局所的な加工や、別工程での仕上げを組み合わせることが検討されます。
内面研磨が必要な場合
バレル研磨はメディアが接触することで加工が進むため、深い穴や内部構造などには十分に作用しない場合があります。
特に内面の仕上げが求められる場合は、円筒研磨や電解研磨など、内面に対応した加工方法の検討が必要になります。
まとめ|バレル研磨は用途と条件に応じた選定が重要
バレル研磨は、複数のワークを同時に処理できる量産性と、均一な仕上がりを両立できる点に強みを持つ研磨方法です。
特に小物部品のバリ取りや前処理工程においては、効率性と品質の安定性の両面で大きな効果を発揮します。
一方で、加工特性上、エッジが丸くなる、内面や複雑形状への対応が難しい、高精度な寸法管理には不向きといった制約もあります。
そのため、すべての用途に万能な加工方法ではなく、ワークの形状や求められる品質に応じて適用範囲を見極めることが重要です。
研磨方法の選定においては、「どの方法が優れているか」ではなく、「どの工程で、どの目的に使うのか」という視点が求められます。
場合によっては他の研磨方法と組み合わせることで、より高い品質や効率を実現できるケースもあります。
バレル研磨の特性を正しく理解し、適切に活用することで、加工工程全体の最適化につながります。
研磨加工に関するお悩みは東洋研磨材工業にご相談下さい
東洋研磨材工業は研磨機・研磨材の総合商社です。
本社1階にテクニカルセンターを備え、最適な研磨方法のご提案、材質・用途に合わせた研磨材の選定、更には鏡面研磨機SMAPを始めとした研磨機の販売などを行っています。
研磨加工に関するお悩みは是非一度、東洋研磨材工業にご相談下さい。
